




Порошок, используемый при построении, представляет из себя мелкую фракцию круглой формы, диаметром 4 микрона. Таким образом, возможно построить линию, спеченную из пластмассовых шариков, толщиною 0,08 мм. Но такое изделие будет невозможно взять в руки – оно просто сломается. Поэтому нет смысла делать модели толщиною менее 1 мм. Самый оптимальный вариант получается при стенке не меньше 2 мм.
Можно получить отверстие любого диаметра, начиная с 0,2 мм. Главное требование – отверстие должно быть чуть больше 2 диаметров толщины лазерного луча. То есть отверстие 0,16 мм проблематично получить – оно может быть частично заплавленным. Лучом можно шлифовать внешние стороны изделия, что позволит получить поверхность высокого качества.
Виды используемых материалов
Для построения моделей на данной установке используются 4 вида порошка:
Касформ – очень мелкий порошок. Детали из него получаются достаточно мягкие, но её можно держать в руках. Для упрочнения изделия используется жидкий воск. Деталь пропитывается воском и становится более жёсткой после его застывания. Применение: можно получить при помощи литья деталь из металла.
Металлический порошок применяется для изготовления прототипов металлических деталей и для изготовления рабочих частей пресс-форм. Технология такая же как и для касформа. Но после лазера он похож на сухую глину, тоже достаточно хрупкий.
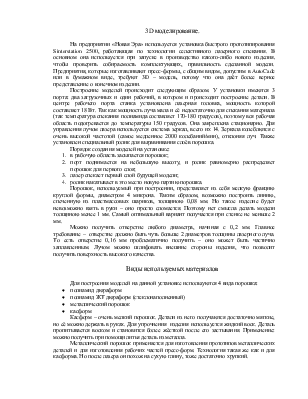
На «Новой Эре» иногда детали, изготовленные на установке прототипирования, идут в сборку. Пример такого случая – корпус. Она используется для серийных заказов, но их поступает всего около десятка штук в год. Поэтому «Новая Эра» под такую деталь форму не делает.

Рис. 7. Корпус.
Данное решение при единичном изготовлении выгодно, так как в России такие корпуса не найти. Существует возможность закупить на предприятии из Франции, но срок поставки составляет около 4-6 недель, что неприемлемо. Для массового производства становится выгодным лишь при грамотной загрузке установки, ведь цена изготовления таких изделий очень большая.
Рис. 8. Пример неправильной загрузки станка.
Рис. 9. Пример грамотной загрузки установки.
При грамотной загрузке установки себестоимость одной изготовленной модели снижается, время изготовления увеличивается, но незначительно.
Так стоимость 1 см^3 построения на этом станке стоит минимально 2,5$ или 200$ за час построения. Если деталь объёмная, то цена может составить около 3000-5000$. Но это всё равно соизмеримо со стоимостью пресс-формы. Если сделать непроверенную пресс-форму, за которую будет заплачено 10000-20000$. А при сборке готовых изделий окажется, что она не годна, нужно будет переделывать форму, либо же изготавливать новую.
Однако при всех преимуществах существуют проблемы. При длительном изготовлении 1-е партии получаются нормальные, далее начинается брак. Это связано с тем, что порошок оседает на направляющих зеркалах (в установке осуществляется поддув азота, для обеспечения невозгораемости порошка – нейтральная среда). Их периодически очищают, но не всегда это возможно предупредить. Поэтому при изготовлении делают тестовую деталь. Это куб, размером 10 на 10 мм. Производятся контрольные замеры. Порошок также имеет свойство со временем спекаться. К примеру, если загрузить за один раз много порошка на длительный цикл изготовления.
Такую же деталь можно изготовить на фрезерном станке. Она будет изготавливаться порядка 12 часов. Работа слесаря займёт около 2 часов. Цена 1 детали получится порядка 200$=6000 руб. Ориентировочная стоимость изготовления на фрезерном станке составит около 4200 руб. Но если на фрезерном станке за 14 часов мы изготовим 1 деталь
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.