, группа 6047/1, каф. УКТИ
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ИЗОГНУТЫХ ТРУБ
В настоящее время в некоторых областях промышленности, таких как нефтяная, газовая, судостроительная, остро стоит проблема проведения работ внутри труб, связанная с доступом к их внутренним поверхностям, довольно часто имеющим сложную конфигурацию.
В частности, внутренняя поверхность труб нуждается в защите от влияния агрессивной среды. Отсюда возникает проблема нанесения качественного лакокрасочного покрытия на внутренние поверхности труб сложной формы. Согласно требованию стандарта качества требуется применение специального двухкомпозиционного полимерного покрытия, имеющего малое открытое время (время до начала полимеризации), равное нескольким минутам, что еще более усложняет задачу. Отметим, что нанесение покрытий на внутреннюю поверхность труб необходимо не только на этапах их производства, но и уже на действующие трубопроводы, поэтому следует предусмотреть возможность окраски при различных неблагоприятных факторах (повышенная влажность, температура, стесненные условия и т. д.)
Для выполнения работ внутри труб сложной конфигурации была разработана конструкция специального робота, которая состоит из нескольких кареток, предназначенных для обеспечения перемещения рабочего инструмента внутри трубы и установки его в положение, оптимальное для обработки. Были вычислены максимальные углы взаимного поворота кареток (30º), при которых обеспечивается равномерное нанесение покрытия при прохождении роботом сложных, гнутых участков трубы.
Для нанесения равномерного покрытия была разработана особая конструкция окрасочной головки. При прохождении гнутого участка трубы окрасочная головка, которая связана с кареткой подвижным шарнирным соединением, поворачивается таким образом, чтобы расстояние от нее до трубы с различных сторон было одинаковым. В существующей конструкции положение окрасочной головки в трубе фиксируется установленными на ней специальными датчиками, которые определяют необходимость поворота инструмента и подают соответствующий сигнал на пульт управления роботом.
В итоге разработанный механизм позволяет наносить равномерное покрытие, как на прямые, так и на изогнутые участки внутренней поверхности труб. С помощью данного робота возможно максимально повысить качество обработки труб и, соответственно, увеличить срок их эксплуатации.
Особенностью требований к конструкции данного робота является необходимость работать в достаточно большом диапазоне диаметров труб от 200 до 460 мм. Это очень большой разброс, поэтому оказалось невозможным использовать одну конструкцию во всем указанном диапазоне диаметров. Уже существующая конструкция обеспечивает необходимое качество покрытия только в трубах маленького диаметра от 200 до 300 мм, поэтому возникла необходимость разработки новой конструкции для прохождения труб больших диаметров.
Первоначально был осуществлен подбор геометрических параметров кареток таким образом, чтобы конструкцию можно было использовать в диапазоне диаметров от 300 до 460 мм.
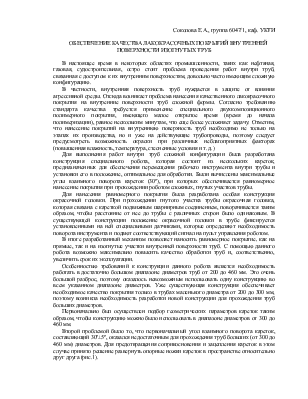
Второй проблемой было то, что первоначальный угол взаимного поворота кареток, составляющий 30º±5º, оказался недостаточным для прохождения труб больших (от 300 до 460 мм) диаметров. Для предотвращения соприкосновения и зацепления кареток в этом случае принято решение развернуть опорные ножки кареток в пространстве относительно друг друга (рис.1).
Рис. 1. Ориентация двух соседних кареток в пространстве.
Следующей задачей являлось моделирование прохода змеевидной руки робота через изгиб трубы в 90º. При этом установлено, что максимальный угол взаимного положения кареток 32º53' не превышает допустимого значения.
Был также построен график зависимости угла взаимного поворота каретки и окрасочного инструмента от времени (с разбивкой на интервалы по 2 сек.) при линейной скорости прохождения руки робота через изгиб в 90º, равной V=1 м/мин. Обработка графика позволила получить математическое выражение закона движения, которое можно затем реализовать в системе управления роботом, тем самым исключить использование датчиков угла поворота. Их сигналы можно в дальнейшем использовать только в качестве контрольно-ограничительных для внесения в систему управления поправок.
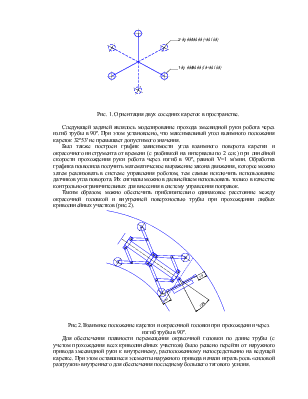
Таким образом, можно обеспечить приблизительно одинаковое расстояние между окрасочной головкой и внутренней поверхностью трубы при прохождении любых криволинейных участков (рис.2).
Рис.2. Взаимное положение каретки и окрасочной головки при прохождении через изгиб трубы в 90º.
Для обеспечения плавности перемещения окрасочной головки по длине трубы (с учетом прохождения всех криволинейных участков) было решено перейти от наружного привода змеевидной руки к внутреннему, расположенному непосредственно на ведущей каретке. При этом оставшиеся элементы наружного привода начали играть роль «силовой разгрузки» внутреннего для обеспечения последнему большего тягового усилия.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.