












|
Содержание. 1. Исходные данные 2. Расчет приведенной программы цеха и участка 3. Выбор и определение количества основного оборудования 4. Определение численности основных рабочих 5. Определение численности вспомогательных рабочих 6. Определение численности ИТР и служащих 7. Расчет производственной площади цеха 8. Расчет площади вспомогательных отделений 9.Расчет площади служебно-бытовых помещений 10. Расчет общей площади цеха |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подп. |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Разраб. |
Чернышов |
Лит |
Лист |
Листов |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Пров. |
Бобылева |
3 |
20 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Н.контр. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Утв. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
1 ИСХОДНЫЕ ДАННЫЕ 1. Программа выпуска изделий: NГ=2000 шт. NД=1500 шт. NЕ=1700 шт. 2. Изделие – представитель Е 3. Тип производства – среднесерийный 4. Режим работы цеха – двусменный 5. Коэфицент выполнения норм по операциям имеет значение 6. Масса изделий: mГ=2,03 кг. mД =2,50 кг. mЕ=1,95 кг. 7. В цехе 3 предметно-замкнутых участка |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
Пояснительная записка |
Лист |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Н.контр. |
|
|
|
4 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Утв. |
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
6. РАСЧЕТ ПРИВЕДЕННОЙ ПРОГРАММЫ ЦЕХА Коэффициент Ко, характеризует отношение трудоемкости каждой приводимой детали к трудоемкости детали-представителя. Он определяется по формуле: Ко = Кm · Ксер · Ксл , где
Кm- коэффициент приведения по массе; Ксер- коэффициент приведения по серийности; Ксл,- коэффициент приведения по сложности. Коэффициент приведения по массе определяется по формуле: Кm= (mi/mдет.пр.)0,67 , где
mi – масса приводимого изделия; mдет. пр. – масса изделия-представителя. Коэффициент приведения по серийности Ксер определяется по формуле: Ксер = (Nдет.пр. / Ni) 0.15, где Nдет.пр. - годовой выпуск изделия-представителя; Ni - годовой выпуск приводимого изделия; При расчете приведенной программы для вариантов механического и оптического цехов принять Ксл,=1 Определив общий коэффициент приведения Kо для каждого изделия группы, определяют их приведенные программы путем умножения заданной программы на коэффициент Kо: Nпр.i .= Ni ·Kо, Ni - годовая программа выпуска; Kо - общий коэффициент приведения. Расчеты для изделия Г: Кm, Ксер, Ксл, Nпр.i Кm= (mi/mпредст.)0,67 = (2,03/1,95)0,67 = 1 Ксер = (Nдет.пр. / Ni) 0.15 = (2000/1700)0,15 = 1 Ко = Кm · Ксер · Ксл = 1 Nпр.i .= Ni · Kо = 1700*1,04 = 2080 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
Пояснительная записка |
Лист |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Н.контр. |
|
|
|
5 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Утв. |
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
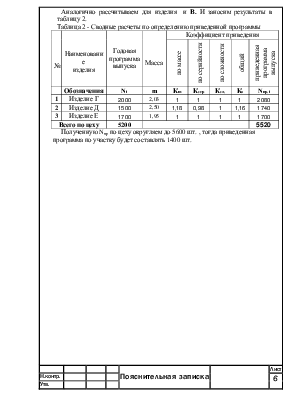
Аналогично рассчитываем для изделия и В. И заносим результаты в таблицу 2. Таблица 2 - Сводные расчеты по определению приведенной программы
Полученную Nпр по цеху округляем до 5600 шт. , тогда приведенная программа по участку будет составлять 1400 шт. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Пояснительная записка |
Лист |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Н.контр. |
6 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Утв. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
7. ВЫБОР И ОПРЕДЕЛЕНИЕ КОЛИЧЕСТВА ОСНОВНОГО ОБОРУДОВАНИЯ Расчет количества оборудования по каждому типоразмеру: Ср = Тк /(Fдо · Kвн ), где Ср – расчетное число станков (шпинделей); Тк - трудоемкость обработки годового количества всех деталей на станках данного типоразмера в нормо-час; Fдо - действительный (расчетный) годовой фонд времени работы оборудования, станко-час; Kвн - коэффициент выполнения норм. Трудоемкость обработки Т к определяется по формуле: Т к = Nпр· tшк, где Nпр - годовая программа деталей обрабатываемых на оборудовании, штук; tшк - штучно-калькуляционная норма времени на обработку единицы продукции, час; Годовой действительный фонд времени работы оборудования: Fдо = Д · S· q· (1 - 0.01 β), где Д - число рабочих дней в году; S- сменность работы оборудования; q- продолжительность смены, час; β - процент потерь времени работы оборудования на ремонт (для металлорежущего оборудования 3-6%, для рабочих мест-верстаков, стендов-0%). Полученное расчетом количество станков (рабочих мест) округляем до целого большего числа, называемого принятым числом станков (рабочих мест) - Спр. Коэффициент загрузки оборудования по участку определяется по формуле: Кз = Ср / Cпр .
Средние значения коэффициента загрузки оборудования принимаются: для единичного и мелкосерийного производства 0,80-0,85 и выше, для серийного производства не ниже 0,75-0,85. Все расчеты заносим в таблицу 3. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
Пояснительная записка |
Лист |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Н.контр. |
|
|
|
7 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Утв. |
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
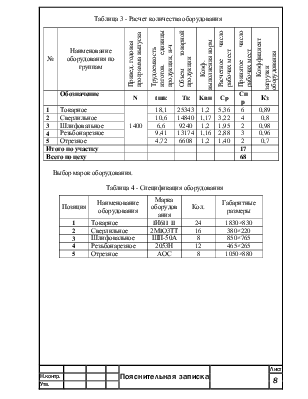
Таблица 3 - Расчет количества оборудования
Выбор марок оборудования. Таблица 4 - Спецификация оборудования
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
Пояснительная записка |
Лист |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Н.контр. |
|
|
|
8 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Утв. |
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
8. ОПРЕДЕЛЕНИЕ ЧИСЛЕННОСТИ ОСНОВНЫХ РАБОЧИХ В состав работающих цеха входят производственные и вспомогательные рабочие, инженерно-технические работники (ИТР), служащие и младший обслуживающий персонал (МОП). Численность производственных рабочих определяется исходя из трудоемкости обработки (Тк), действительного годового фонда времени работы рабочего (Фд) и коэффициента выполнения норм времени (Квн). Rосн = Тк /(Фд · Квн) Действительный годовой фонд времени рабочего рассчитывается по формуле: Фд = (Дк - Дпр - Дцн ) · Тсм . Отсюда следует Фд = (365-111-23,9) · 8 = 1824,8 час Все расчеты заносим в таблицу 5. Таблица 5 - Списочный состав основных рабочих
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
Пояснительная записка |
Лист |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Н.контр. |
|
|
|
9 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Утв. |
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
9. ОПРЕДЕЛЕНИЕ ЧИСЛЕННОСТИ ВСПОМОГАТЕЛЬНЫХ РАБОЧИХ Количество вспомогательных рабочих и МОП рассчитывается исходя из соотношения численности вспомогательных и производственных рабочих с округлением полученных величин до ближайшего большего целого числа. Rвсп = Rосн. ц · Квсп , где Rосн. ц - численность основных рабочих по цеху; Квсп - коэффициент нормативный для вспомогательных рабочих; Результаты расчетов заносятся в таблицу 6. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
Пояснительная записка |
Лист |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Н.контр. |
|
|
|
10 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Утв. |
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Таблица 6 - Списочный состав вспомогательных рабочих
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
Пояснительная записка |
Лист |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Н.контр. |
|
|
|
11 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Утв. |
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
6 ОПРЕДЕЛЕНИЕ ЧИСЛЕННОСТИ ИТР И СЛУЖАЩИХ Определение количества ИТР и служащих производится по штатному расписанию в соответствии со схемой управления или укрупнено по числу основных работающих. Результат расчета ИТР, служащих заносится в табл.7 Таблица 7 – Расчет численности ИТР и служащих цеха
Таблица 8 - Сводная таблица численности цеха
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
Пояснительная записка |
Лист |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Н.контр. |
|
|
|
12 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Утв. |
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
7 РАСЧЕТ ПРОИЗВОДСТВЕННОЙ ПЛОЩАДИ ЦЕХА Укрупнено производственную площадь цеха можно определить зная удельную площадь на единицу оборудования и количество единиц однотипного оборудования. Sпр = ΣSудj · Cпрj , где Sудj - удельная площадь на единицу оборудования, м2; Cпрj - принятое количество единиц оборудования в данной группе (рабочих мест); Нормы площадей на единицу оборудования и на одно рабочее место для данной работы выбираем из [1. стр. 35, табл. 4.10]: Sудj = 12 м2 для станков; Sудj = 8 м2 для верстаков; Отсюда следует: Sпр = 12 · 68= 816 м2. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
Пояснительная записка |
Лист |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Н.контр. |
|
|
|
13 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Утв. |
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
8 РАСЧЕТ ПЛОЩАДИ ВСПОМОГАТЕЛЬНЫХ ОТДЕЛЕНИЙ Вспомогательная площадь рассчитывается по формуле: Sвсп. = ΣSвсп.i , Для нашего варианта цеха в состав вспомогательных помещений выбираем [1. стр. 30, табл. 4.8]: – Заточное отделение – Отделение ремонта инструмента и оснастки – Инструментально-раздаточные кладовые – Контрольные пункты и отделения – Кладовые приспособлений и абразивов – Отделения приготовления и раздачи СОЖ – Отделение сбора и переработки стружки – Помещения энергетических и санитарно-технических установок | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.