


Практическая работа
«Расчет общих стоимостных и временных затрат, связанных с изготовлением детали прибора»
(Выполняется на основе расчета стоимости и времени станочных работ, а так же после расчета режущего инструмента)
По каждому варианту ТП выполнить п.п. 1 – 10.
1. Рассчитать общие затраты времени.
Общие затраты времени (Тобщ), связанные с изготовлением детали прибора, рассчитываются по формуле (1):
 ,
(1)
,
(1)
где Т1 – затраты времени, связанные с отработкой чертежа детали на технологичность; определяются по таблице 1 (для традиционных станков) и по таблице 2 (для станков с ЧПУ и ОЦ);
Т2 – затраты времени на проектирование ТП; определяется по таблице 3 (для традиционных станков) и по таблице 4 (для станков с ЧПУ и ОЦ);
 -
суммарное штучно – калькуляционное время изготовления детали по ТП механической
обработки (принимается по итогам нормирования трудоемкости), час.
-
суммарное штучно – калькуляционное время изготовления детали по ТП механической
обработки (принимается по итогам нормирования трудоемкости), час.
Таблица 1. Время отработки чертежа детали на технологичность, при условии ее изготовления на традиционном оборудовании.
|
Число размеров чертежа |
до 5 |
до 10 |
до 20 |
до 30 |
до 50 |
|
Время (час) |
0,9 |
0,8 |
1,0 |
1,6 |
2,6 |
Таблица 2. Время обработки чертежа детали на технологичность, при условии ее изготовления на станках с ЧПУ и ОЦ
|
Число размеров чертежа |
до 5 |
до 10 |
до 20 |
до 30 |
до 50 |
|
Время (час) |
0,9 |
1,4 |
1,8 |
3,0 |
4,6 |
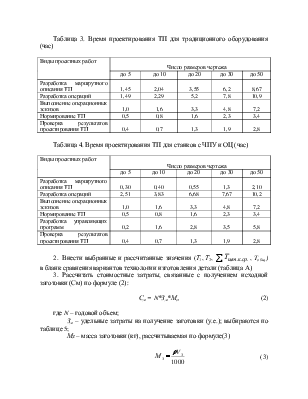
Таблица 3. Время проектирования ТП для традиционного оборудования (час)
|
Виды проектных работ |
Число размеров чертежа |
||||
|
до 5 |
до 10 |
до 20 |
до 30 |
до 50 |
|
|
Разработка маршрутного описания ТП |
1,45 |
2,04 |
3,55 |
6,2 |
8,67 |
|
Разработка операций |
1,49 |
2,29 |
5,2 |
7,8 |
10,9 |
|
Выполнение операционных эскизов |
1,0 |
1,6 |
3,3 |
4,8 |
7,2 |
|
Нормирование ТП |
0,5 |
0,8 |
1,6 |
2,3 |
3,4 |
|
Проверка результатов проектирования ТП |
0,4 |
0,7 |
1,3 |
1,9 |
2,8 |
Таблица 4. Время проектирования ТП для станков с ЧПУ и ОЦ (час)
|
Виды проектных работ |
Число размеров чертежа |
||||
|
до 5 |
до 10 |
до 20 |
до 30 |
до 50 |
|
|
Разработка маршрутного описания ТП |
0,30 |
0,40 |
0,55 |
1,3 |
2,10 |
|
Разработка операций |
2,51 |
3,83 |
6,68 |
7,67 |
10,2 |
|
Выполнение операционных эскизов |
1,0 |
1,6 |
3,3 |
4,8 |
7,2 |
|
Нормирование ТП |
0,5 |
0,8 |
1,6 |
2,3 |
3,4 |
|
Разработка управляющих программ |
0,2 |
1,6 |
2,8 |
3,5 |
5,8 |
|
Проверка результатов проектирования ТП |
0,4 |
0,7 |
1,3 |
1,9 |
2,8 |
2.
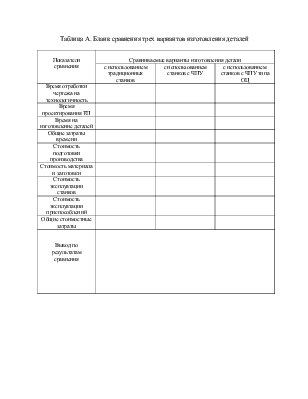
Внести выбранные и
рассчитанные значения (Т1, Т2, ![]() , Tобщ.) в бланк сравнения вариантов технологии
изготовления детали (таблица А)
, Tобщ.) в бланк сравнения вариантов технологии
изготовления детали (таблица А)
3. Рассчитать стоимостные затраты, связанные с получением исходной заготовки (См) по формуле (2):
См = N*Зм*Мз, (2)
где N – годовой объем;
Зм – удельные затраты на получение заготовки (у.е.); выбираются по таблице 5;
Мз – масса заготовки (кг), рассчитываемая по формуле(3)
 (3)
(3)
где V3 – объем штучной заготовки, см3;
![]() -
плотность материала (г/см3), выбирается по таблице (6).
-
плотность материала (г/см3), выбирается по таблице (6).
Таблица 5. Удельные затраты на материал и заготовку (Зм)
|
Вид исходной заготовки и способ ее изготовления |
Отливка, литье по выплавляемым моделям |
Отливка, литье в кокиль |
Пруток, холодно - тянутый |
||
|
Материал |
сталь |
чугун |
цв. сплавы |
сталь |
алюминиевые сплавы |
|
Удельные затраты, (у.е./кг) |
1,35 |
1,2 |
1,77 |
0,13 |
0,8 |
Таблица 6. Значения плотности материала (г/см3)
|
Марки материала |
20, 25, 30, 40, 45, 50, А12 |
20Л, 30Л, 45Л |
45Х |
СЧ12, СЧ20 |
АЛ2 (АК12) |
Д16 |
Л63, ЛС59-1 |
|
Плотность, г/см3 |
7,8 |
7,83 |
7,85 |
6,9 |
2,7 |
2,77 |
8,5 |
4. Внести рассчитанное значение (См) в бланк сравнения вариантов технологии изготовления детали (таблица А)
5. Рассчитать стоимостные затраты, связанные с эксплуатацией станочных приспособлений на всех технологических операциях ТП, по формуле (4)
 ,
(4)
,
(4)
где N– годовой объем выпуска деталей;
Зп – удельные затраты на использование приспособлений (у.е.), выбираются по таблице 7;
 -
штучно-калькуляционное время на изготовление детали по конкретной
технологической операции ТП (мин); принимается по итогам нормирования
трудоемкости отдельных ТО, для nср.
-
штучно-калькуляционное время на изготовление детали по конкретной
технологической операции ТП (мин); принимается по итогам нормирования
трудоемкости отдельных ТО, для nср.
Таблица 7. Удельные затраты на эксплуатацию приспособлений (Зп)
|
Наименование станочных приспособлений |
Тиски станочные, УСП |
3-х кулачковый патрон, планшайба |
Цанговый патрон, кондуктор |
Многошпиндельная головка, спец. приспособление |
|
Удельные затраты, (у.е./час) |
0,01 |
0,03 |
0,07 |
0,19 |
6. Внести рассчитанное значение (Сэ.п.) в бланк сравнения вариантов технологии изготовления детали (табл. А).
7. Рассчитать стоимостные затраты (у.е.), связанные с подготовкой производства деталей (Сп.п), по формуле (5):
![]() ,
(5)
,
(5)
8. Внести рассчитанное значение (Сп.п.) в бланк сравнения вариантов технологии изготовления детали (табл. А).
9. Рассчитать затраты на эксплуатацию оборудования (Сэ.с ):
 (6)
(6)
10. Внести рассчитанное значение (Сэ.с.) в бланк сравнения вариантов технологии изготовления детали (табл. А).
11.
12. Рассчитать общие стоимостные затраты.
Общие стоимостные затраты (Собщ.), связанные с изготовлением детали прибора по данному варианту ТП, рассчитываются по формуле (7):
![]() ,
(7)
,
(7)
где ![]() -
затраты на подготовку производства детали;
-
затраты на подготовку производства детали;
![]() -
затраты на материал и заготовки;
-
затраты на материал и заготовки;
![]() -
затраты на эксплуатацию оборудования;
-
затраты на эксплуатацию оборудования;
![]() -
затраты на эксплуатацию станочных приспособлений;
-
затраты на эксплуатацию станочных приспособлений;
![]() -
затраты на эксплуатацию режущих инструментов (принимаются по итогам расчета
режущего инструмента и заносятся в таблицу А).
-
затраты на эксплуатацию режущих инструментов (принимаются по итогам расчета
режущего инструмента и заносятся в таблицу А).
13.
Внести рассчитанное
значение ![]() в бланк сравнения
вариантов технологии
в бланк сравнения
вариантов технологии
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.