TURN 155: использование приводных инструментов без компенсирующего патрона невозможно.
CYCLE840 Нарезание внутренней резьбы с компенсирующим патроном
CYCLE 840 (RTP,RFP,SDIS,DP,DPR,DTB,SDR,SDAC,ENC,MPIT,PIT,AXNT,PTAB,TECH)
Параметры, дополнительно к G81:
SDR Направление шпинделя для отвода Направление шпинделя при отводе
0: автоматическое изменение, 3: правое, 4: левое
SDAC Направление шпинделя в конце цикла Направление шпинделя после конца цикла
3: правое, 4: левое, 5: останов шпинделя
ENC использование датчика положения Датчик положения
0: использовать датчик положения, 1: не использовать датчик положения, на станках без датчика положения данный параметр игнорируется
MPIT шаг резьбы как номинальное значение Метрический шаг
Шаг резьбы для регулярной метрической резьбы, диапазон значений 3 (M3) - 48 (M48).
PIT шаг резьбы в мм Шаг
Диапазон значений 0,001 - 2000 мм.
Программировать либо MPIT, либо PIT. Противоречивые установки приводят к активации сигнала тревоги.
AXN(*) Выбор оси инструмента
|
Команда |
Плоскость |
Вертикальная ось врезной подачи |
G17 |
G18 |
G19 |
||
|
G17 |
X/Y |
Z |
X |
AXN=1 |
AXN=2 |
AXN=3 |
|
|
G18 |
Z/X |
Y |
Y |
AXN=2 |
AXN=3 |
AXN=1 |
|
|
G19 |
Y/Z |
X |
Z |
AXN=3 |
AXN=1 |
AXN=2 |
PTAB(*) Оценка шага нарезания резьбы PIT
0: соответствует запрограммированной системе измерений (дюйм/мм)
1: шаг в мм
2: шаг в витках на дюйм
3: шаг в дюймах на оборот
TECH(*) Технологические установки
Позиция единиц: точный останов
0: как запрограммировано перед вызовом цикла
1: (G601)
2: (G602)
3: (G603)
Позиция десятков: пилотное управление
0: как запрограммировано перед вызовом цикла
1: с пилотным управлением (FFWON)
2: без пилотного управления (FFWOFF)
Позиция сотен: точка активации тормоза
0: без вычисления
1: с вычислением
Последовательность обработки:
• Перед выполнением цикла, инструмент должен быть размещен над позицией отверстия (X=0).
• Быстрое перемещение на расстояние безопасности.
• Нарезание внутренней резьбы до окончательной глубины DP с запрограммированной скоростью шпинделя.
• Время выстоя на окончательной глубине.
• Изменение направления шпинделя в соответствии с SDR.
• Отвод на расстояние безопасности
• Быстрый отвод в плоскость отвода RTP.
• Восстановление направления вращения шпинделя SDAC.
Сверление на главном шпинделе.
|
Плоскость возврата, абсолютно………… |
5 |
|
Базовая плоскость, абсолютно………….. |
0 |
|
Расстояние безопасности………………… |
2 |
|
Конечная глубина сверления…………….. |
-20 |
|
Глубина инкр……………………………… |
0 |
|
Время выстоя………………………………. |
0 |
|
Направление вращения для отвода……. |
4 |
|
Направление вращения после конца цикла……………………………………….. |
3 |
|
0: с датчиком положения 1: без датчика положения………………… |
0 |
|
Шаг резьбы как размер резьбы…………. |
0 |
|
Шаг резьбы как значение…………………. |
1 |
|
Ось инструмента…………………………… |
1 |
|
Оценка шага резьбы………………………. |
0 |
|
Технологические установки……………… |
0 |
G54
TRANS Z70
G17
T8 D1
G97 S6000 M3
G0 X0 Z5
CYCLE840 (5,0,2,-20,0,0,4,3,0,0,1,1,0,0)
G0 X100 Z80
G18
M30
Сверление приводными инструментами c компенсирующим патроном
|
Плоскость возврата, абсолютно………… |
5 |
|
Базовая плоскость, абсолютно………….. |
0 |
|
Расстояние безопасности………………… |
2 |
|
Конечная глубина сверления…………….. |
-20 |
|
Глубина инкр……………………………… |
0 |
|
Время выстоя………………………………. |
0 |
|
Направление вращения для отвода……. |
4 |
|
Направление вращения после конца цикла……………………………………….. |
3 |
|
0: с датчиком положения 1: без датчика положения………………… |
1 |
|
Шаг резьбы как размер резьбы…………. |
0 |
|
Шаг резьбы как значение…………………. |
1 |
|
Ось инструмента…………………………… |
1 |
|
Оценка шага резьбы………………………. |
0 |
|
Технологические установки……………… |
0 |
G54
TRANS Z70
G17
T7 D1
SPOS[1]=0
SETMS(2)
G97 S800 M3
G94 F800*
G0 X0 Z5
CYCLE840(5,0,2,-20,0,0,4,3,1,0,1,1,0,0)
G0 X80 Z80
M5
SETMS(1)
G18
M30
Сверление приводными инструментами c компенсирующим патроном (радиальное).
|
Плоскость возврата, абсолютно………… |
47 |
|
Базовая плоскость, абсолютно………….. |
45 |
|
Расстояние безопасности………………… |
2 |
|
Конечная глубина сверления…………….. |
25 |
|
Глубина инкр……………………………… |
0 |
|
Время выстоя………………………………. |
0 |
|
Направление вращения для отвода……. |
4 |
|
Направление вращения после конца цикла……………………………………….. |
3 |
|
0: с датчиком положения 1: без датчика положения………………… |
1 |
|
Шаг резьбы как размер резьбы…………. |
0 |
|
Шаг резьбы как значение…………………. |
1 |
|
Ось инструмента…………………………… |
2 |
|
Оценка шага резьбы………………………. |
0 |
|
Технологические установки……………… |
0 |
G54
TRANS Z70
G19
T5 D1
SPOS[1]=0
SETMS(2)
G97 S800 M3
G94 F800*
G0 X47 Z-20
CYCLE840(47,45,2,25,0,0,4,3,1,0,1,2,0,0)
G0 X50 Z80
M5
SETMS(1)
G18
M30
* Подача требуется только для РСТ 155, т.к. нет датчика положения
(Подача [F] = скорость [n] × шаг [p])
CYCLE85 Растачивание 1, CYCLE89 Растачивание 5
CYCLE 85 (RTP,RFP,SDIS,DP,DPR,DTP,FFR,RFF)
CYCLE 89 (RTP,RFP,SDIS,DP,DPR,DTB)
Растачивание 1 и 5 выполняются аналогично CYCLE 82.
Отличия от CYCLE 82:
• Скорость подачи для врезания не является последним запрограммированным значением F, а программируется параметром FFR при вызове цикла.
• Подача при отводе не является быстрой подачей, а программируется параметром RFF при вызове цикла.
FFR Скорость врезной подачи Скорость подачи при врезании
RFF скорость подачи при отводе Скорость подачи при отводе
CYCLE86 Растачивание 2
CYCLE 86 (RTP,RFP,SDIS,DP,DPR,DTB,SDIR,RPA,RPO,RPAP,POSS)
Растачивание 2 выполняется аналогично CYCLE 82.
Допускается использование только расточной резцовой головки.
Отличия от CYCLE 82:
• Направление вращения программируется в цикле при помощи SDIR.
• На дне расточного отверстия выполняется ориентированный останов шпинделя (POSS) и расточная резцовая головка может подниматься от поверхности при помощи RPA, RPO, RPAP в X/Y/Z во избежание царапания поверхности при отводе.
SDIR направление шпинделя 3: правое, 4: левое Направление шпинделя
RPA движение подъема по оси X, с приращением, со знаком Позиция отвода, абсцисса
RPO движение подъема по оси Y с приращением, со знаком Позиция отвода, ордината
RPAP движение подъема по оси Z с приращением, со знаком Позиция отвода, аппликата
POSS позиция шпинделя для точного останова Позиция шпинделя
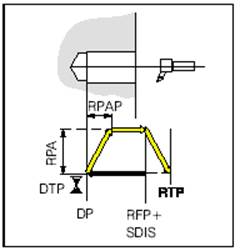
Движение подъема должно происходить в направлении, противоположном кромке расточной резцовой головки.
Подъем от траектории должен быть меньше, чем выступающая длина режущей кромки из расточной головки.
CYCLE87 Растачивание 3
CYCLE 87 (RTP,RFP,SDIS,DP,DPR,SDIR)
ОСТОРОЖНО: Растачивание с программируемым остановом M0 на дне отверстия.
Отвод выполняется после нажатия кнопки NC Start без вращения шпинделя
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.