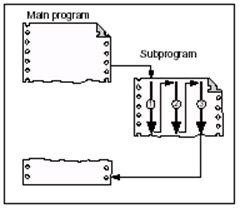
Циклы также могут выступать как подпрограммы, это означает, например, что цикл сверления может быть вызван в 10-м уровне вложения подпрограммы.
Примечание
Вызовы подпрограмм должны программироваться в отдельных кадрах УП.
Подпрограмма с механизмом SAVE
При помощи этой функции, операционные данные, которые достоверны в данный момент для основной программы, например функции G
Или общий Фрейм, сохраняются при вызове подпрограммы. При возврате к вызывающей программе, автоматически восстанавливается прежнее состояние.
Для этого, установите дополнительную команду SAVE с определением с PROC.
Подпрограммы с переносом параметров
Начало программы, PROC
Подпрограмма, которая должна перенять параметры из основной программы, при определении выполнения программы словом PROC.
Конец программы M17, RET
Команда M17 обозначает конец программы и является также указанием возврата в основную вызывающую программу.
Словарное слово RET указывает на конец подпрограммы без прерывания режима контурной обработки и без функционального вывода на PLC.
Подпрограмма с повтором программы, P
Если требуется выполнение подпрограммы последовательно несколько раз, можно запрограммировать нужное количество повторов в кадре вызова подпрограммы в адресе P.
Параметры переносятся только при вызове программы или во время первого прохода. Для повторов параметры остаются неизменными.
Примечание:
При выполнении программы обработки, единовременно может применяться только один MCALL. Перенос параметров выполняется только один раз при MCALL.
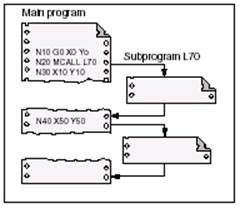
Модальная подпрограмма MCALL
При использовании этой функции подпрограмма автоматически вызывается и выполняется после каждого кадра движения.
Т.о. можно автоматизировать вызов подпрограммы, которая должна быть выполнена в различных позициях на детали. Например, для шаблонов сверления.
Пример
N10 G0 X0 Y0
N20 MCALL L70
N30 X10 Y10
N40 X50 Y50
Отмена модального вызова подпрограмм
При помощи MCALL без вызова подпрограммы или программированием нового модального вызова подпрограммы, для другой подпрограммы.
Программируемые переходы
Безусловные программируемые переходы
Формат
Метка:
GOTOB LABEL
или
GOTOF LABEL
Метка:
GOTOB Указание перехода с назначением перехода назад (к началу программы)
GOTOF Указание перехода с назначением перехода вперед (к концу программы)
LABEL Назначение (метка в пределах программы)
LABEL: Назначение перехода
Примечание
Программируемые переходы должны программироваться в отдельных кадрах УП.
В программах, работающих в стандартном режиме (основные программы, подпрограммы, циклы,..), может быть изменен порядок выполнения, при помощи программируемых переходов. Адреса назначения обозначаются в программе при помощи GOTOF и/или GOTOB.
Выполнение программы продолжается с указанием следующим сразу после адреса назначения.
Условные программируемые переходы
Формат:
Метка:
IF выражение GOTOB LABEL
или
IF выражение GOTOF LABEL
LABEL:
IF Условие
GOTOB Указание перехода с назначением перехода назад (к началу программы)
GOTOF Указание перехода с назначением перехода вперед (к концу программы)
LABEL Назначение (метка в пределах программы)
LABEL: Назначение перехода
Условия перехода могут формулироваться при помощи оператора IF.
Переход к запрограммированному пункту назначения выполняется, только если выполнено условие перехода.
Примечание:
Текст сообщения может содержать до 124 символов и отображается в двух строчках (2x62 символа).
Содержание переменной может также быть отображено в тексте сообщения.
Программирование сообщений, MSG
Сообщения программируются для обеспечения пользователя информацией о текущей ситуации в процессе обработки.
Сообщение генерируется в программе NC установкой ключевого слова
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.