Тепловой поток в варианте «б» более благоприятен с точки зрения предотвращения газовыделения из формы.
Меры предупреждения усадочно-газовых раковин
а) выполнение галтелей в местах острых кромок б)применении смесей с минимальной газотворностью в)правильная вентиляция форм и стержней г)правильное питание тепловых узлов отливки(применение повышенного атмосферного давления).
Методика проведения работы
Студентам предлагаются реальные отливки с дефектами, описанными в данной работе.
Требуется:
a) составить описание отливки с указанием характерных признаков.
б) сделать эскизы отливки и дефектных мест описать характер расположения дефектов в) указать предположительные причины возникновения дефектов г) в выводах дать рекомендации по их предотвращению
Отчет по данной работе должен содержать общее описание изучаемых дефектов и ответы по пунктам а,б,в,г,д
Лабораторная работа №3
Исследование внешнего вида и причин возникновения дефектов несоответствия формы, размеров и веса отливки
Цель работы: ознакомление с причинами возникновения и внешним видом дефектов несоответствия требованиям чертежа на реальных отливках.
К этой группе дефектов относятся: недолив, перекос, залив, распор, коробление, механические повреждения, несоответствие размеров, несоответствие веса.
Недолив - это неполное образование формы отливки, возникшее в результате недостаточного заполнения полости формы или вытекания расплава из формы.
Причинами образования недолива могут быть: низкая температура расплава, недостаточное количества его в ковше, уход по разъему формы или вниз, неправильная или недостаточная вентиляция формы.
В зависимости от причины образования недолива дефектные отливки имеют различный внешний вид.
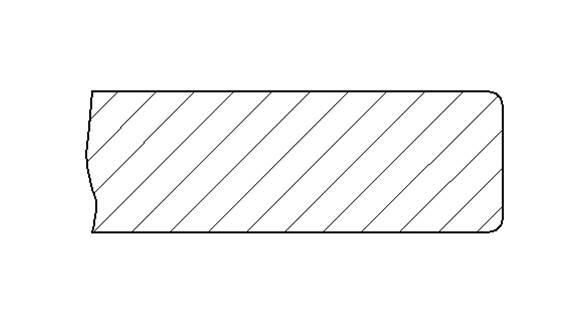
Рис.1.Форма внешней или передней кромки отливки при низкой температуре расплава
Как правило, поверхность отливки чистая без пригара.
При недостаточном количестве расплава отливка может иметь как острые кромки (горячий расплав), так и закругленные (холодный расплав). Но почти всегда можно обнаружить наличие шлака в стояке или в отливке.
При аварийном уходе металла по разъему формы, или вниз у отливки имеется прилив (нарост), не предусмотренный чертежом в том месте, где произошел уход.
При неправильной вентиляции форм в верхних или боковых частях отливки (приливы, бобышки и т.п.), из которых нет естественного выхода газов при заполнении формы расплавом, образуются воздушные ‘подушки’, препятствующие полному заполнению этих частей формы. Иллюстрацией сказанному служит рис.2, места’1’и’2’
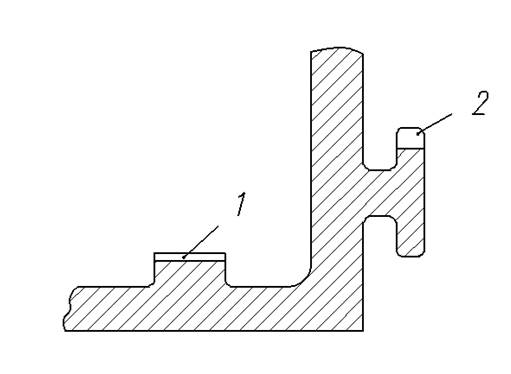
Рис.2.В местах’1’и’2’возможно образование недоливов
Перекосом называется сдвиг одной части отливки относительно другой, как правило, по разъему формы. Сечение тела отливки в месте перекоса показано на рис.3.
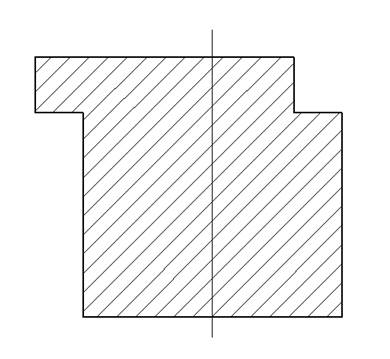
Рис.3 Сдвиг одной части отливки относительно другой по линии разъема
Причины образования перекоса: неправильный монтаж модели на подмодельных плитах, изношенная оснастка (направляющие втулки опок и штыри подмодельных плит), небрежная сборка. Если причину недолива можно определить путем внешнего осмотра, то причину перекоса можно установить только после проверки модельного комплекта, а также контрольного перекрытия форм.
Заливом называется выступ на теле отливки, образованный в месте разъема формы, вдоль знака стержней.
Причины образования: а) неправильно назначенные или выполненные сборочные зазоры;
б) небрежная сборка (недостаточное кол-во жеребеек, плохо закрепленные полуформы, неправильно выбран вес груза).
Причина образования может быть установлена проверкой модельного комплекта и проведением контрольной сборки формы (перекрытие с использованием «маячков» из сырой глины).
Распором называются местные утолщения отливки, не предусмотренные чертежом.
Причины образования:
а) наличие местных недостаточно уплотненных участков на поверхности формы.
б) большое металлостатическое давление.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.