Г Л А В А II
КЛАССИФИКАЦИЯ ХУДОЖЕСТВЕННЫХ ОТЛИВОК
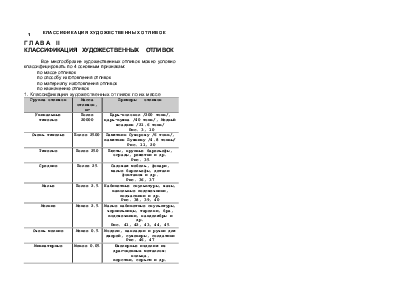
Все многообразие художественных отливок можно условно классифицировать по 4 основным признакам:
по массе отливок по способу изготовления отливок по материалу изготовления отливок по назначению отливок
1. Классификация художественных отливок по их массе
|
Группа отливок |
Масса отливок, кг |
Примеры отливок |
|
Уникальные тяжелые |
Более 20000 |
Царь-колокол /200 тонн/, царь-пушка /40 тонн/, Медный всадник /21.6 тонн/ Рис. 3, 10 |
|
Очень тяжелые |
Более 2500 |
Памятник Суворову /6 тонн/, памятник Пушкину /4.8 тонны/ Рис. 11, 20 |
|
Тяжелые |
Более 250 |
Бюсты, крупные барельефы, ограды, решетки и др. Рис. 35 |
|
Средние |
Более 25 |
Садовая мебель, фонари, малые барельефы, детали фонтанов и др. Рис. 36, 37 |
|
Малые |
Более 2.5 |
Кабинетные скульптуры, вазы, напольные подсвечники, подчасники и др. Рис. 38, 39, 40 |
|
Мелкие |
Менее 2.5 |
Малые кабинетные скульптуры, чернильницы, тарелки, бра, подсвечники, канделябры и др. Рис. 41, 42, 43, 44, 45 |
|
Очень мелкие |
Менее 0.5 |
Модели, накладки и ручки для дверей, сувениры, солдатики Рис. 46, 47 |
|
Миниатюрные |
Менее 0.05 |
Ювелирные изделия из драгоценных металлов: кольца, перстни, серьги и др. Рис.48 |
2. Классификация художественных отливок по способу их изготовления
|
Применяемые сплавы |
П р и м е р ы о т л и в о к |
|
ГРАВИТАЦИОННОЕ В ПЕСЧАНО-ГЛИНИСТЫЕ СЫРЫЕ И СУХИЕ ФОРМЫ |
|
|
Все виды сплавов, редко сплавы из драгоценных металлов |
Отливки любой массы и габаритов, практически любой сложности. При необходимости выполнения сложных орнаментов применяются части формы, выполненные по выплавляемым моделям |
|
ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ |
|
|
Все виды сплавов. Основной способ литья драгоценных металлов. Редко - легкоплавкие сплавы на основе цинка, свинца, олова. |
Отливки любой массы, габаритов и сложности. Малая кабинетная скульптура, детали светильников. Нежелательно литье плоских изделий с большой протяженностью стенок. Все украшения из драгоценных металлов. |
|
ЛИТЬЕ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ ИЗ ПЕНОПОЛИСТИРОЛА |
|
|
Сплавы на основе железа, меди и алюминия |
Тяжелые, средние и малые отливки, модели которых получены авторами ваяния в одном экземпляре. Редко используемый способ. |
|
ЛИТЬЕ В КЕРАМИЧЕСКИЕ ФОРМЫ ПО ПОСТОЯННЫМ МОДЕЛЯМ |
|
|
Все виды сплавов |
Отливки любой массы и габаритов со средней сложностью. В основном протяженные плоские отливки - барельефы, медали и др. Способ по точности и качеству поверхности конкурентоспособен с литьем по выплавляемым моделям, позволяет расширить номенклатуру отливок (габариты) и сократить время их изготовления. |
|
ЛИТЬЕ В МЕТАЛЛИЧЕСКИЕ ФОРМЫ (КОКИЛИ) |
|
|
В основном все цветные металлы и сплавы |
Малые и мелкие отливки в основном с одной плоскостью разъема. Многочисленные изделия ширпотреба - небольшие бюсты, сувениры, ручки и др. Отливки, имеющие открытую полость, позволяющие отливать детали с последующим “выплеском” металла, незатвердевшего внутри отливки |
|
ГРАВИТАЦИОННОЕ ЛИТЬЕ В ФОРМЫ, ИЗГОТОВЛЕННЫЕ ВАКУУМНО-ПЛЕНОЧНЫМ СПОСОБОМ |
|
|
Все виды сплавов, за исключением |
Отливки любой массы и габаритов с одной плоскостью разъема. |
Продолжение табл. 2
|
Применяемые сплавы |
П р и м е р ы о т л и в о к |
|
сплавов из драгоценных металлов |
Барельефы, решетки, ограды и др. |
|
ЛИТЬЕ ПОД ДАВЛЕНИЕМ |
|
|
Цветные металлы и сплавы. Из медных сплавов предпочтительно латунь |
Отливки малого габарита, тонкостенные с относительно простой конфигурацией. В основном детали ширпотреба - медали, сувениры, брелки, заводские и фирменные знаки и др. |
|
ЛИТЬЕ В ГИПСОВЫЕ ФОРМЫ |
|
|
Цветные металлы и сплавы, драгоценные металлы |
Отливки небольшой массы с любой степенью сложности. Модели могут быть постоянными или выплавляемыми. В последнем случае применяют гипсо-кристобалитовую массу для отливок из благородных металлов. Основной способ для изготовления ювелирных изделий с сочетанием центробежного литья или литья с вакуумным всасыванием |
|
ЦЕНТРОБЕЖНОЕ ЛИТЬЕ |
|
|
В основном цветные и благородные металлы |
Очень мелкие и миниатюрные отливки. При использовании формы из вулканизированных синтетических резин используют цинковый сплав. Для цветных и благородных металлов - гипсо-кристобалитовые формы |
|
КОМБИНИРОВАННЫЕ СПОСОБЫ ЛИТЬЯ |
|
|
Все виды сплавов |
Отливки любой массы, габаритов и сложности, которые по технологичности или по экономическим соображениям целесообразно изготавливать комбинированными способами. Например, песчано-глинистая форма со вставками, полученными по выплавляемым моделям; кокильная форма со стержнями из смолопесчаной смеси; керамическая форма, заливаемая в центробежных машинах |
3. Классификация художественных отливок по сплавам, из которых они изготовлены
Отливки из чугуна
В России появление первого статуарного литья относится к XVII веку. В 1747 году создается чугунолитейный Каслинский завод, прославившийся статуарным чугунным литьем. Художественным литьем завод стал заниматься с 1845 года. В годы первой мировой и гражданской войн Каслинский завод не работал, он был восстановлен только в 1922 году и возобновил производство чугунных художественных изделий. Восстановление завода ознаменовалось отливкой из чугуна монумента-памятника К.Марксу и портретных барельефов Р.Люксенбург и К.Либкнехту, а так же барельефов, посвященных уральским революционерам
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.