





























Министерство образования Российской Федерации
Уральский государственный технический университет
Нижнетагильский технологический институт
Кафедра АТПС
18.04 000 000 ПЗ
Пояснительная записка
Курсовой проект
Электропривод барабана разделки литья
БРЛ-2200.
Руководитель: к.т.н., доцент
Нормоконтролер: к.т.н., доцент
Студент:
Группа: ЭАПУ-442
2001
Введение. 4
1. Описание производственного механизма и технологического процесса. 5
1.1. Назначение линии.. 5
1.2. Технические данные. 5
1.3. Состав, устройство и работа линии.. 5
1.3.1. Состав линии разделки кустов вагонного литья АЕШ 9958-125. 5
1.3.2. Устройство и работа составных частей линии. 5
1.3.3. Работа линии. 8
2. Расчетная схема механической части электропривода. 8
2.1. Параметры кинематической схемы электропривода. 9
2.1.1. Момент сопротивления. 9
2.2. Приведение параметров кинематической схемы к валу двигателя.. 11
3. Требования к системе управления электроприводом. 12
4. Выбор рода тока, типа электрического двигателя и типа электропривода. 12
5. Предварительный выбор электродвигателя. 13
6. Выбор силового преобразовательного агрегата и возбудителей. 14
7. Построение тахограммы и нагрузочной диаграммы.. 15
8. Предварительная (упрощенная) проверка работоспособности электропривода по условиям перегрузки и нагревания двигателя. 15
8.1. Упрощенная проверка работоспособности по условиям перегрузки.. 16
8.2. Упрощенная проверка работоспособности по условиям нагревания.. 16
8.2.1. Метод эквивалентных моментов. 16
8.2.2. Эквивалентирование режимов S1 и S2. 17
9. Разработка функциональной схемы электропривода. 18
9.1. Задатчик интенсивности (ЗИ). 18
9.2. Регулятор скорости (РС). 18
9.3. Нелинейное звено (НЗ). 18
9.4. Переключатель характеристик (ПХ). 18
9.5. Функциональный преобразователь ЭДС (ФПЕ). 18
9.6. Узел соответствия (УС). 19
9.7. Выпрямитель.. 19
9.8. Датчик ЭДС (ДЕ). 19
9.9. Регулятор тока возбуждения (РТВ). 19
10. Разработка структурной схемы.. 19
10.1. Построение модели электропривода. 19
10.2. Расчёт обратных связей.. 20
10.3. Расчёт регулятора тока. 20
10.4. Расчёт регулятора скорости.. 20
10.4. Компенсация обратной связи по ЭДС.. 20
11. Построение переходных процессов одного цикла работы электропривода. 21
11.1. Переходные процессы в основной фазе (K = Kном = 0,7). 21
11.1.1. Пуск. 21
11.1.2. Торможение. 22
11.2. Переходные процессы в начале цикла работы электропривода. 23
11.2.1. Пуск. 23
11.2.2. Торможение. 24
11.3. Переходные процессы при K ≈ 0,5 (фаза разгрузки). 25
11.3.1. Пуск. 25
11.3.2. Торможение. 26
12. Уточнённая проверка работоспособности электропривода по условиям перегрузки и нагрева двигателя. 27
14. Оценка энергетической эффективности электропривода. 27
14.1. Коэффициент мощности λ.. 27
14.2.1. Мгновенный коэффициент мощности. 27
14.2.2. Усредненный коэффициент мощности за время работы.. 29
14.2. Коэффициент полезного действия (КПД) привода η.. 29
14.2.1. Мгновенный КПД.. 29
14.2.2. Усреднённый КПД.. 30
15. Практические мероприятия, обеспечивающие работоспособность и живучесть электропривода. 30
15.1. Узел защиты (УЗ). 30
15.2. Защита от исчезновения напряжения в силовой цепи и цепи управления (в том числе по причине сгорания предохранителя). 31
15.3. Максимально-токовая защита. 31
15.4. Время-токовая защита. 31
15.5. Защита от перегрева двигателя.. 31
15.6. Защита от перегрева преобразователя.. 32
15.7. Защита от обрыва поля.. 32
15.8. Защита от превышения максимальной скорости.. 32
15.9. Защита от обрыва цепи тахогенератора. 32
15.10. Защита от неправильного чередования фаз. 32
15.11. Блокирование выхода регулятора. 32
15.12. Защита от перенапряжений на двигателе. 33
15.13. Узел соответствия.. 33
Заключение. 34
Библиографический список. 35
Задача данного курсового проекта – разработать электропривод для существующего производственного механизма. В эту задачу входит:
1. Выбор силовой части электропривода,
2. Разработка системы управления электроприводом, обеспечивающую заданные технические требования к электроприводу,
3. Разработка защит и блокировок,
4. Оценка энергетических показателей качества электропривода.
В данном курсовом проекте в качестве производственного механизма взят галтовочный барабан разделки литья непрерывного действия (БРЛ-2200) литейного цеха № 563 на ГУП ПО «Уралвагонзавод». Существующий электропривод является нерегулируемым, при курсовом проектировании принято дополнительное требование – отработка заданной тахограммы (см. Табл. 8).
Модель разработанного электропривода тестировалась на компьютерном программном обеспечении MATLAB v 6.0 (Release 12), при моделировании учитывались основные нелинейные части электропривода.
Линия разделки кустов вагонного литья представляет собой комплекс оборудования, позволяющий осуществлять поточно-механизированную обломку литников и прибылей и первичную очистку отливок.
Область применения линии – массовое и крупносерийное производство крупных и средних отливок средней сложности, не подверженных бою при галтовке.
Литьё – стальное углеродистое и низколегированное. На линии подлежат разделке кусты отливок массой до 400 кг, охлаждённые до температуры 20º...60ºС.
Для обеспечения нормальной эффективности механизированной разделки кустов отливки должны выполняться с легкоотделяемыми прибылями и иметь питатели с пережимами.
Табл. 1. Технические данные линии
|
№ |
Параметр |
Ед. изм. |
Величина |
|
1 |
Максимальная производительность |
т/ч |
30 |
|
2 |
Максимальные габариты кустов |
мм |
1100×800×700 |
|
3 |
Максимальная масса куста |
кг |
400 |
|
4 |
Скорость тракового конвейера загрузки кустов в барабан |
м/с |
0,075 |
|
5 |
Внутренний диаметр барабана |
мм |
2200 |
|
6 |
Длина вращающейся части барабана |
мм |
7040 |
|
7 |
Угол наклона барабана |
º |
1...3 |
|
8 |
Частота вращения барабана |
об/мин |
8,75 |
|
9 |
Скорость тракового конвейера приёма разделанного литья |
м/с |
0,075 |
Механизмы
- барабан разделки литья БРЛ-2200 АЕШ 9968-013-01
- конвейер траковый загрузки кустов АЕШ 9973-291
- конвейер траковый приёма и сортировки литья АЕШ 9973-298
- конвейер ленточный уборки отработанной смеси АЕШ 9973-302
- лоток загрузочный АЕШ 9968-021
Грузоподъёмные механизмы
- подвесной однопролётный кран, грузоподъёмность 1 т
- консольный кран, грузоподъёмность 0,5 т.
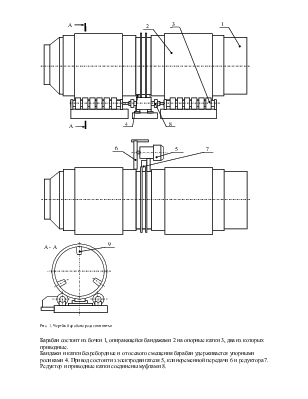
Барабан разделки литья БРЛ-2200 АЕШ 9968-013 является базовым агрегатом линии. Он представляет собой галтовочный барабан непрерывного действия, установленный под углом 1º9′ к горизонту (рис. 1).
Рис. 1. Чертёж барабана разделки литья
Барабан состоит из бочки 1, опирающейся бандажами 2 на опорные катки 3, два из которых приводные.
Бандажи и катки безребордные и от осевого смещения барабан удерживается упорными роликами 4. Привод состоит из электродвигателя 5, клиноременной передачи 6 и редуктора 7.
Редуктор и приводные катки соединены муфтами 8.
Бочка барабана представляет собой сварно-литой цилиндр с конической
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.