



































СОДЕРЖАНИЕ
Введение 4
1 Расширенное техническое задание на систему автоматического управления скоростью вращения ножей промышленной мясорубки 5
2 Определение элементной базы и расчет передаточных функций выбранных элементов 7
2.1 Выбор микропроцессора 7
2.2 Выбор усилителя 7
2.3 Выбор мотор-редуктора 8
2.4 Выбор ножей 11
2.5 Выбор толкателя 12
2.6 Выбор камеры обработки 12
2.7 Выбор датчика скорости вращения 13
3 Расчет датчика обратной связи локальной системы управления 15
4 Расчет устойчивости системы 16
4.1 Расчет передаточной функции системы 16
4.2 Оценка устойчивости аналоговой системы 18
4.3 Расчет показателей качества системы 19
4.4 Оценка устойчивости дискретной системы 22
5 Построение логарифмической амплитудо-частотной и фазо-частотной характеристик системы и их анализ 25
6 Построение желаемой логарифмической амплитудо-частотной характеристики системы, логарифмической амплитудо-частотной характеристики корректирующего устройства 28
7 Расчет корректирующего устройства 33
7.1 Расчет аналогового корректирующего устройства 33
7.2 Расчет дискретного корректирующего устройства 35
Заключение 39
Список использованных источников 40
Приложение А 41
ВВЕДЕНИЕ
Бурное развитие электроники и вычислительной техники привело к внедрению автоматики буквально во все области деятельности человека, в том числе и в пищевую промышленность.
Системы автоматического управления создаются для того, чтобы автоматически, без непосредственного участия человека поддерживать необходимый режим работы различных обслуживаемых этими автоматами объектов. Системы автоматического управления самостоятельно, без вмешательства извне либо поддерживают постоянной, либо изменяют по заранее заданному закону одну или несколько физических величин, характеризующих процессы, происходящие в обслуживаемых объектах, или же сами определяют в зависимости от ряда условий нужный или оптимальный закон управления объектом.
Все процессы в управлении носят общие закономерности, не зависящие от конкретных целей и объектов управления. Элементы САУ связаны друг с другом посредством передаваемых сигналов. Состояние объекта в каждый момент времени характеризуется его выходными параметрами. Управлять объектом – значит управлять его выходными параметрами. Характер преобразования сигналов в объекте и сами эти сигналы предопределены назначением объекта в технологическом процессе и не могут быть изменены. Это следует учитывать при проектировании САУ, хотя для рассмотрения ее свойств и качества природа сигналов не принципиальна.
Локальные системы управления – это автоматические модули, используемые для решения одной функциональной задачи, для управления одним устройством, для регулирования или сигнализации одного параметра.
Целью данного курсового проекта является проектирование локальной системы автоматического управления скоростью вращения ножей производственной мясорубки.
1 РАСШИРЕННОЕ ТЕХНИЧЕСКОЕ ЗАДАНИЕ НА СИСТЕМУ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ СКОРОСТЬЮ ВРАЩЕНИЯ НОЖЕЙ ПРОМЫШЛЕННОЙ МЯСОРУБКИ
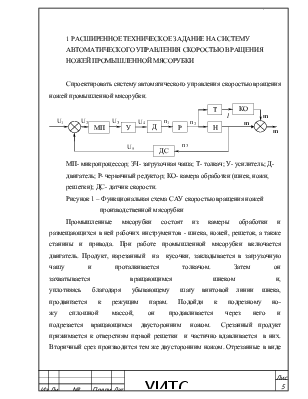
Спроектировать систему автоматического управления скоростью вращения ножей промышленной мясорубки.
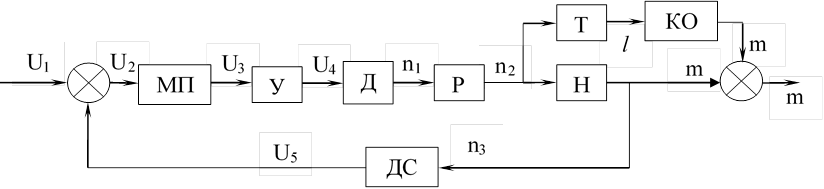 |
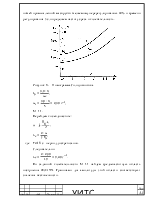
МП- микропроцессор; ЗЧ- загрузочная чаша; Т- толкач; У- усилитель; Д- двигатель; Р- червячный редуктор; КО- камера обработки (шнек, ножи, решетки); ДС- датчик скорости.
Рисунок 1 – Функциональная схема САУ скоростью вращения ножей производственной мясорубки
Промышленные мясорубкисостоят из камеры обработки и размещающихся в ней рабочих инструментов - шнека, ножей, решеток, а также станины и привода. При работе промышленной мясорубки включается двигатель. Продукт, нарезанный на кусочки, закладывается в загрузочную чашу и проталкивается толкачом. Затем он захватывается вращающимся шнеком и, уплотняясь благодаря убывающему шагу винтовой линии шнека, продвигается к режущим парам. Подойдя к подрезному ножу сплошной массой, он продавливается через него и подрезается вращающимся двусторонним ножом. Срезанный продукт прижимается к отверстиям первой решетки и частично вдавливается в них. Вторичный срез производится тем же двусторонним ножом. Отрезанные в виде призм его частички направляются в разгрузочное отверстие. Скорость вращения ножей мясорубки регулируется с помощью редуктора
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.