МИНИСТЕРСТВО НАУКИ И ОБРАЗОВАНИЯ УКРАИНЫ
УКРАИНСКАЯ ИНЖЕНЕРНО-ПЕДАГОГИЧЕСКАЯ АКАДЕМИЯ
к курсовому проекту по дисциплине: «Проектирование инструмента»
Работу выполнил С
Группа ЗМБ-А8-1
Проверил
Харьков, 2012 г.
Задание 1
Спроектировать
круглый фасонный резец для обработки детали, представленной на эскизе.
Материал: алюминий В95 ![]() .
.
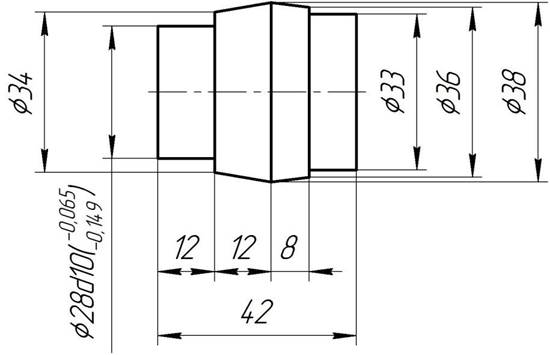
Рисунок 1 – Эскиз
Задание 2
Спроектировать
круглую протяжку для обработки отверстия. Материал детали: бронза БрА9Ж3Л
(HB100), диаметр отверстия после протягивания ![]() мм, длина отверстия
мм, длина отверстия ![]() мм.
Шероховатость обработанной поверхности
мм.
Шероховатость обработанной поверхности ![]() мкм.
мкм.
Задание 3
Спроектировать зуборезный долбяк для обработки зубчатого
колеса со следующими параметрами: ![]() мм,
мм, ![]() ,
, ![]() . Степень точности колес 7-В.
. Степень точности колес 7-В.
 |
Фасонный резец – инструмент, предназначенный главным образом для использования в условиях серийного и массового производств, где все больший удельный вес приобретают автоматически действующие станки – универсальные и специальные автоматы и полуавтоматы. В связи с этим наиболее существенной задачей проектирования фасонных резцов является обеспечение условий рационального использования автоматического оборудования. К таким условиям относятся: высокая стойкость фасонных резцов, широкие технологические возможности и минимальные потери времени на смену, и переточку затупившихся резцов.
Фасонные резцы служат для обработки наружных, внутренних и торцевых поверхностей разнообразного профиля и различаются по конструктивной форме, способу заточки, способу установки в рабочее положение и по характеру главного движения резания.
По конструктивной форме фасонные резцы разделяются на плоские или стержневые, призматические и круглые.
Принцип работы радиальных фасонных резцов основан на постепенном срезании в виде стружки всего подлежащего удалению объема металла режущим лезвием. По мере движения резца в работу вступают все новые и новые точки режущего лезвия и к концу работы стружка срезается всем режущим лезвием. Следовательно, каждая точка режущего лезвия работает определенное время.
Круглые фасонные резцы применяют для обработки как наружных, так и внутренних фасонных поверхностей. Они более технологичны, чем призматические, так как представляют собой тела вращения, и допускают большее число переточек и стачиваются до остаточной по условию прочности величины.
Задние углы у круглых резцов получают установкой их оси выше осевой плоскости на заготовке в специальных резцедержателях.
Определим общую длину кфр по формуле:
![]() (1.1)
(1.1)
где ![]() – длинна обрабатываемой
детали, мм;
– длинна обрабатываемой
детали, мм;
![]() – участок для перекрывания профиля детали,
мм;
– участок для перекрывания профиля детали,
мм; ![]() – длина буртика с радиальным рифлением, мм.
– длина буртика с радиальным рифлением, мм.
Параметры зубчатых рифлений.
Число зубьев принимаем 32.
Выбор подачи по таблице 5 [1] ![]() мм/об.
мм/об.
Составляющие силы резания определим по формуле:
![]() (1.2)
(1.2)
Диаметр посадочного отверстия определим по формуле:
![]() (1.3)
(1.3)
Округляем до ближайшего большего размера из стандартного ряда:
![]() . Так как
. Так как ![]() , крепление кфр в
двух опорной державке. Определим наружный диаметр резца по формуле:
, крепление кфр в
двух опорной державке. Определим наружный диаметр резца по формуле:
 (1.4)
(1.4)
(1.5)
(1.6)
где ![]() – максимальный радиус кфр, мм;
– максимальный радиус кфр, мм;
![]() – глубина профиля, мм;
– глубина профиля, мм;
![]() – участок для размещения
стружки, мм;
– участок для размещения
стружки, мм;
![]() – толщина стенки резца для
обеспечения прочности, мм.
– толщина стенки резца для
обеспечения прочности, мм.
Округляем до ближайшего большего целого числа кратного пяти:
![]() .
.
Углы в базовой точке выбираем по таблице 4 [1]:
![]()
![]()
При расчете кфр используем размеры по их
середине поля допуска, для размеров без допусков назначаем 14 квалитет. Для
линейных размеров используем 14 квалитет точности, а поле допуска по ![]() , что
позволяет использовать номинальные размеры. На эскизе вычерчиваем заготовку,
проставляем все необходимые размеры, указываем узловые точки заготовки,
проставляем все необходимые размеры. Для точек с одинаковым диаметром все
параметры одинаковы, поэтому рассчитывать их не нужно.
, что
позволяет использовать номинальные размеры. На эскизе вычерчиваем заготовку,
проставляем все необходимые размеры, указываем узловые точки заготовки,
проставляем все необходимые размеры. Для точек с одинаковым диаметром все
параметры одинаковы, поэтому рассчитывать их не нужно.
Определим расстояние от оси детали до передней поверхности резца:
![]() (1.7)
(1.7)
Определим расстояние от оси детали до узловой точки 8 (базовая) к плоскости передней поверхности:
![]() (1.8)
(1.8)
Определим суммарный угол в базовой точке:
![]() (1.9)
(1.9)
Определим расстояние от оси резца до передней поверхности:
![]() (1.10)
(1.10)
Определим расстояние от оси резца до базовой точки в передней поверхности:
![]() (1.11)
(1.11)
Далее рассчитываем от наименьшего диаметра к наибольшему. Определим передний угол в узловой точке 1:
 (1.12)
(1.12)
Определим расстояние от оси детали до узловой точки 1:
![]() (1.13)
(1.13)
Определим расстояние между узловыми точками 5 (базовая) и 9 в плоскости:
![]() (1.14)
(1.14)
Определим расстояние до узловой точки 9 к плоскости передней
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.




