
Средние шаги неровностей по средней линии![]() и по вершинам Sхарактеризуют
форму микронеровностей (рис. 5.3), влияющую на износостойкость,
условия работы на трение, способность удерживания смазки и др.
Измеряют их по тому же ряду размеров, что и параметры
шероховатости Ra, Rz, Rmax.
и по вершинам Sхарактеризуют
форму микронеровностей (рис. 5.3), влияющую на износостойкость,
условия работы на трение, способность удерживания смазки и др.
Измеряют их по тому же ряду размеров, что и параметры
шероховатости Ra, Rz, Rmax.
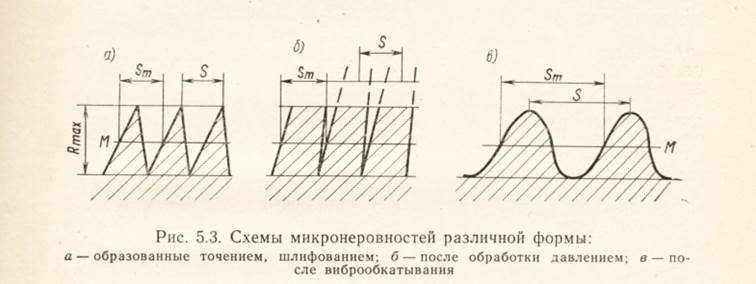
Относительная опорная длина профиля tp— это отношение опорной длины на заданном уровне р от наибольшей высоты неровностей профиля Rmax(5, 10, 15 до 90%) к базовой длине. Она характеризует величину поверхности соприкосновения трущихся деталей после приработки или в различные моменты нормального износа.
В табл. 5.2 приводятся численные значения параметров, перечисленных выше. Параметр Rmaxне характеризует микропрофиль поверхности (рис. 5.3), ибо при одном значении Rmaxмикропрофили бывают разными.
При необходимости изменения базовой длины, а также указаний о других
значениях параметров шероховатости кроме Rz, Ra,
![]() в знак
шероховатости вводят нужные параметры соответствен
но ГОСТ 2,309—79. Шероховатость, большая чем Rz320, обозначается знаком , над
которым проставляется значение Rz, например
в знак
шероховатости вводят нужные параметры соответствен
но ГОСТ 2,309—79. Шероховатость, большая чем Rz320, обозначается знаком , над
которым проставляется значение Rz, например ![]() . Шероховатость
поверхности измеряется специальными щуповыми приборами — профилометрами
(рис. 5.4) и профилографами и оптическими—интерферометрами, двойными микроскопами. В профилометреалмазная игла / помещена в стержне 5, на котором находится индуктивная
катушка 4. Стержень укреплен на плоских буферных пружинах 2. Алмазная
игла перемещается по
контролируемой поверхности вдоль своей оси. Катушка 4 пересекает силовые линии магнитного поля,
создаваемого постоянным магнитом 3,
и в ней возникает электрический ток. Напряжение этого тока пропорционально величине линейных перемещенийиглы и на шкале прибора выражено
в микрометрах, что позволяет определить полученную шероховатость.
. Шероховатость
поверхности измеряется специальными щуповыми приборами — профилометрами
(рис. 5.4) и профилографами и оптическими—интерферометрами, двойными микроскопами. В профилометреалмазная игла / помещена в стержне 5, на котором находится индуктивная
катушка 4. Стержень укреплен на плоских буферных пружинах 2. Алмазная
игла перемещается по
контролируемой поверхности вдоль своей оси. Катушка 4 пересекает силовые линии магнитного поля,
создаваемого постоянным магнитом 3,
и в ней возникает электрический ток. Напряжение этого тока пропорционально величине линейных перемещенийиглы и на шкале прибора выражено
в микрометрах, что позволяет определить полученную шероховатость.
Таблица 2
|
Параметры шероховатости, мкм |
Базовая длина L, мм |
Класс шероховатости |
||
|
|
|
|
||
|
320; 250; 200; 160 |
80; 63; 40 |
50 |
8 |
1 |
|
160; 125; 100; 80 |
40; 32; 20 |
25 |
8 |
2 |
|
80; 63; 50; 40 |
20; 16; 10 |
12,5 |
8 |
3 |
|
40; 32; 25; 20 |
10; 80; 50 |
6,3 |
2,5 |
4 |
|
20; 16; 12,5;10,0 |
5,0; 4,0; 2,5 |
3,2 |
2,5 |
5 |
|
10,0; 8,0; 6,3 |
2,5; 2,0; 1,25 |
1,6 |
0,8 |
6 |
|
6,3; 5,0; 4,0; 3,3 |
1,25; 1,00; 0,63 |
0,8 |
0,8 |
7 |
|
3,2; 2,5; 2,0; 1,60 |
0,63; 0,50; 0,32 |
0,4 |
0,8 |
8 |
|
1,60; 1,25; 1,00; 0,80 |
0,32; 0,25; 0,160 |
0,2 |
0,25 |
9 |
|
0,80; 0,63; 0,50; 0,40 |
0,160; 0,1254 0,080 |
0,1 |
0,25 |
10 |
|
0,40; 0,32; 0,25; 0,20 |
0,080; 0,063; 0,040 |
0,05 |
0,25 |
11 |
|
0,20; 0,16; 0,125; 0,100 |
0,040; 0,032; 0,020 |
0,025 |
0,25 |
12 |
|
0,100; 0,08; 0,063; 0,050 |
0,020; 0,016; 0,010 |
0,012 |
0,08 |
13 |
|
0,050; 0,040; 0,032 |
0,010; 0,008 |
- |
0,08 |
14 |
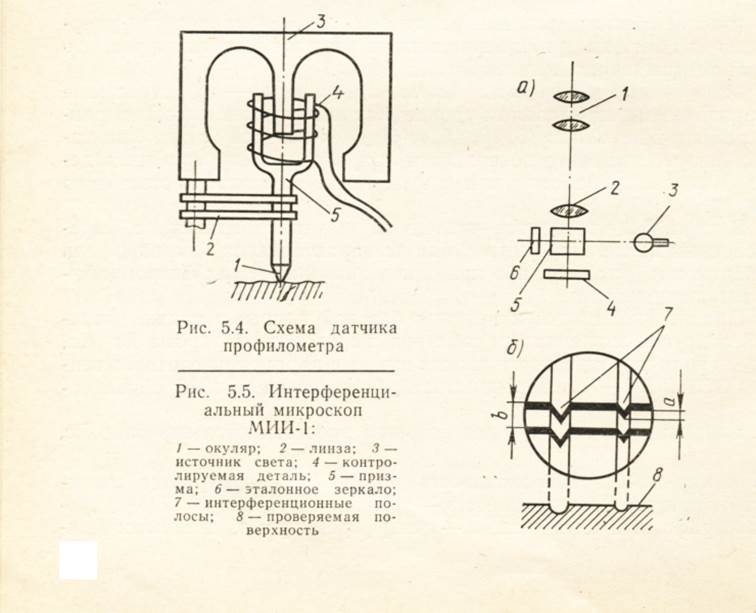
Оптическими приборами служат двойной микроскоп типа МИС-11 и
интерференционный микроскоп типа МИИ-1 академика Линника. Двойным микроскопом
пользуются для измерения шероховатости от Rz80 до Rz0.8, а
интерференционным от Rz0,8 до Rz0,032. При
помощи интерференционной головки на контролируемой поверхности создаются
интерференционные полосы. При наличии на поверхности рисок и других микронеровностей
полосы искривляются на величину, пропорциональную высоте шероховатостей. Изображение поверхности с
наложенными на нее интерференционными
полосами (рис. 5.5, б) рассматривают в микроскоп (рис, 5.5, с)
при большом увеличении. Высота неровности Н в микрометрах определяется по формуле ![]() , где 0,275 —
половина длины волны белого света,
мкм; а — величина искривления интерференционной полосы; b— ширина
интерференционной полосы, взятая в тех же единицах, что и величина а.
, где 0,275 —
половина длины волны белого света,
мкм; а — величина искривления интерференционной полосы; b— ширина
интерференционной полосы, взятая в тех же единицах, что и величина а.
В цеховых условиях качество поверхности деталей сравнивают с
шероховатостью поверхности эталонных образцов, причем от ![]() до
до ![]() сравнивается
визуально, а с
сравнивается
визуально, а с ![]() по Rz0,032 при помощи
микроскопа, например, типа МС-49. Этот микроскоп имеет один окуляр и два
объектива, под одним из которых устанавливают эталон, а под
другим — проверяемую деталь. В поле зрения одновременно попадают
поверхности детали и эталона.
по Rz0,032 при помощи
микроскопа, например, типа МС-49. Этот микроскоп имеет один окуляр и два
объектива, под одним из которых устанавливают эталон, а под
другим — проверяемую деталь. В поле зрения одновременно попадают
поверхности детали и эталона.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.