статистический анализ точности стабильности технологических процессов, статистический приемочный контроль и статическое регулирование технологических процессов.
Статистический анализ точности и стабильности технологических процессов.
Под точностью процессов понимают их способность обеспечивать близость номинальных и действительных значений контролируемого показателя качества, формируемого на данном техпроцессе, данной технологической операции.
Любой техпроцесс протекает под воздействием огромного числа производственных факторов-припусков на обработку, режимов обработки, физико-химических свойств исходного материала и т. д. эти факторы, случайные по своей природе, вызывают такие же случайные погрешности изготовления.
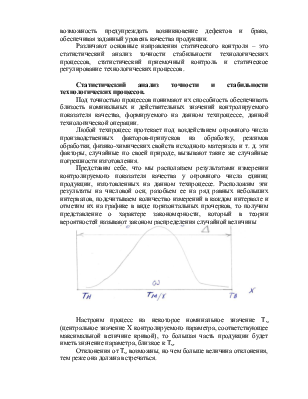
Представим себе, что мы располагаем результатами измерении контролируемого показателя качества у огромного числа единиц продукции, изготовленных на данном техпроцессе. Расположим эти результаты на числовой оси, разобьем ее на ряд равных небольших интервалов, подсчитываем количество измерений в каждом интервале и отметим их на графике в виде горизонтальных прочерков, то получим представление о характере закономерности, который в теории вероятностей называют законом распределения случайной величины
|
|
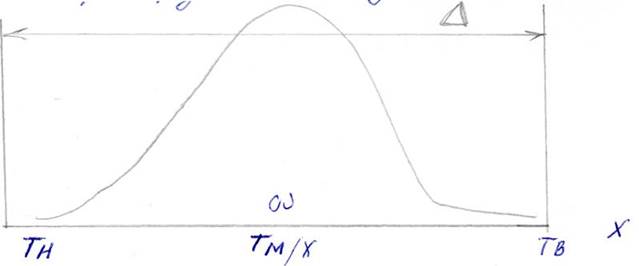
Настроим процесс на некоторое номинальное значение Тм (центральное значение Х контролируемого параметра, соответствующее максимальной величине кривой), то большая часть продукции будет иметь значение параметра, близкое к Тм.
Отклонения от Тм возможны, но чем больше величина отклонения, тем реже она должна встречаться.
Под кривой расположились все возможные для данного состояния техпроцесса значения показателя качества от минимального Хmin до максимального Хтах. В теории точности изготовления этот диапазон называют полем рассеяния и обозначают ω. Технологи его часто называют технологическим допуском.
Чем поле рассеяния меньше, тем точное техпроцесс.
Т.о, степень рассеяния действительных значений около номинального может служить количественной мерой точности техпроцесса.
В технологии машиностроения в качестве меры точности используется коэффициент рассеяния
Кр=ω/ Δ
Где Δ - конструкторский допуск на контролируемый параметр
ω - данная величина устанавливается путем статистической оценки.
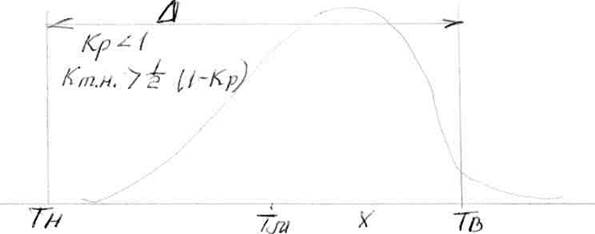
Технологический процесс можно считать точным, если Кр<1. Принято, что техпроцессы обеспечивали коэффициент рассеяния не выше0.75 (в Японии средний коэффициент рассеяния не превышает 0,46). В целом, цели меньше Кр, тем выше количество изготовления.
Если Кр>1 процесс не может обеспечить изготовление бездефектной продукции.
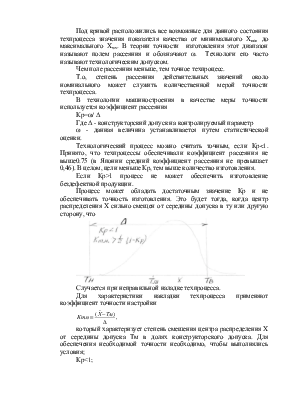
Процесс может обладать достаточным значение Кр и не обеспечивать точность изготовления. Это будет тогда, когда центр распределения Х сильно смещен от середины допуска в ту или другую сторону, что
|
|
Случается при неправильной наладке техпроцесса.
Для характеристики накладки техпроцесса применяют коэффициент точности настройки
который характеризует степень смешения центра распределения Х от середины допуска Тм в долях конструкторского допуска. Для обеспечения необходимой точности необходимо, чтобы выполнялись условия;
Кр<1;
Кт.н. <![]() (1-Кр).
(1-Кр).
Величину Кт.н. можно изменять, изменяя наладкой центр распределения.
Под стабильностью техпроцесса понимается его способность сохранять в допустимых пределах свои характеристики в течении некоторого времени. Чем этот промежуток времени больше, тем процесс стабильнее, тем выше гарантии в обеспечение качества.
Нестабильность тех процесса означает, что закон распределения контролируемого показателя качества со временем изменяется либо
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.