Реализация нечеткого управления позиционированием сборочным роботом от ЭВМ с оптическим датчиком положения.
.
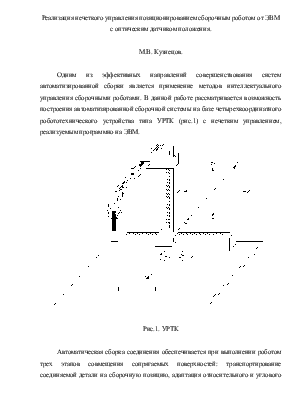
Одним из эффективных направлений совершенствования систем автоматизированной сборки является применение методов интеллектуального управления сборочными роботами. В данной работе рассматривается возможность построения автоматизированной сборочной системы на базе четырехкоординатного робототехнического устройства типа УРТК (рис.1) с нечетким управлением, реализуемым программно на ЭВМ.
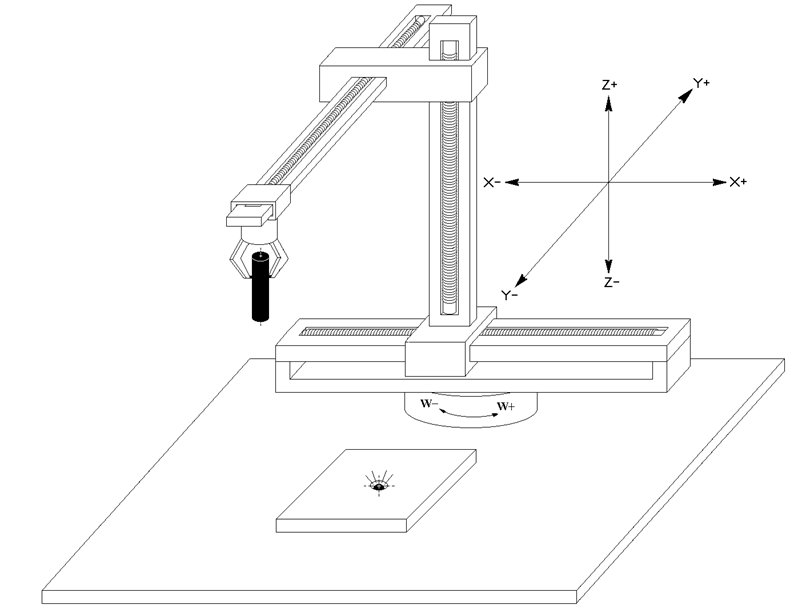 |
Рис.1. УРТК
Автоматическая сборка соединения обеспечивается при выполнении роботом трех этапов совмещения сопрягаемых поверхностей: транспортирование соединяемой детали на сборочную позицию, адаптация относительного и углового положения соединяемой детали и собственно само совмещение. Выполнение этапа адаптации при детерминированном управлении робототехническим устройством невозможно без применения специальных средств в виду больших погрешностей позиционирования при транспортировании детали. Применение методов нечеткого управления позиционированием детали позволяет совместить противоречивые требования к этапам транспортирования и адаптации соединяемых деталей. Рассматривается операция совмещения осесимметричных деталей, сопрягаемых по цилиндрическим или коническим поверхностям с гарантированным зазором не менее 0,01 мм.
Точность позиционирования УРТК при стандартном ПИД-управлении составляет 8%, что при начальном рассогласовании в 100мм делает невозможным операцию адаптации.
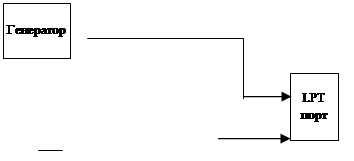
Робот снабжен системой очувствления, в которую входят оптический датчик, расположенный на схвате и источник световых колебаний, находящийся в отверстии базовой детали. Колебания генерируются на одном из выходных сигналов параллельного порта ЭВМ и управляют коммутированием питающего напряжения излучателя с частотой 200Гц.
Полная структура сборочной системы показана на рисунке 2.
ЭВМ и программное обеспечение.
ЦПУ: не ниже Intel celeron 900 МГц;
АЦП: микрофонный вход звуковой карты Creative SB Live 5.1 или аналогичной;
LPT: Параллельный порт EPP/ECP;
Операционная система: Windows 98se;
 |
|||
|
|||
Рис.2. Структура сборочной системы
Основным элементом в этой сборочной системе является управляющая программа (рис.3), которая была разработана в среде программирования Borland Delphi6. Структура управляющей программы показана на рис.4.
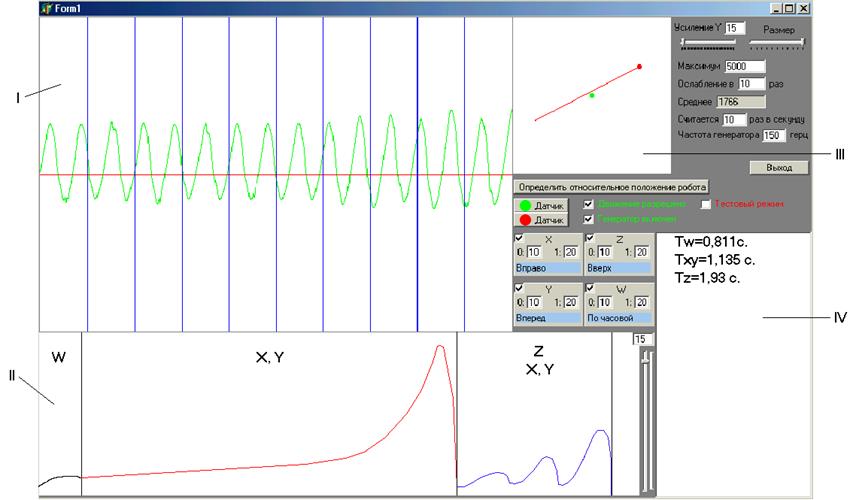 |
I – осциллограмма сигнала датчика;
II – средний сигнал датчика на этапах движения;
III – относительное расположение совмещаемых деталей в данный момент времени;
IV – информационное поле.
 |
|||
 |
|||
|
||||||||||||||||
|
||||||||||||||||
|
|
|
||||||||||||||
 |
||||||||||||||||
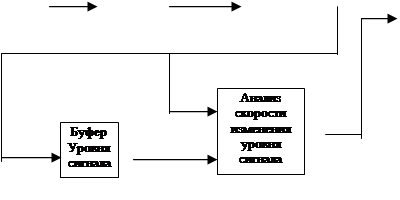
Рис.4. Структура управляющей программы
Программа обеспечивает:
ü опрос датчика с частотой 44100 Гц;
ü буферизацию полученных данных;
ü эмуляцию нечеткого
контроллера - выработку управляющего сигнала по законам нечеткой логики с
заданной частотой (от 4 до 200 раз в секунду) на основе буферизованных данных.
Частота выработки определяется размером буфера и вычисляется по формуле:  , где S
– размер буфера в машинных словах; f – частота опроса
датчика в герцах (для данной задачи достаточно 10 Гц).
, где S
– размер буфера в машинных словах; f – частота опроса
датчика в герцах (для данной задачи достаточно 10 Гц).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.