




















































Содержание
Введение 3 Штангенинструмент 5
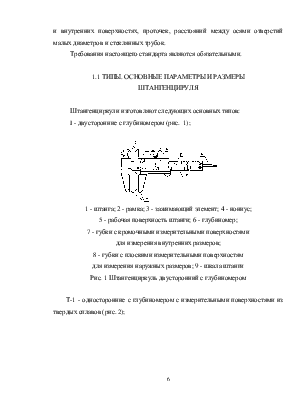
1.1. Типы. Основные параметры и размеры штангенциркулей 6
1.2. Технические требования, предъявляемые к конструкции штангенциркуля 12
1.3. Требования, предъявляемые к шкале штанги и нониусу штангенциркуля 15
1.4. Требования, предъявляемые к круговой шкале отсчетного устройства штангенциркуля 16
1.5. Штангенглубиномер 17
1.6. Типы. Основные параметры и размеры штангенглубиномера 18
1.7. Технические требования, предъявляемые к конструкции штангенглубиномера 19
1.8. Требования, предъявляемые к шкалам штанги и нониуса
Штангенглубиномера типа ШГ 20
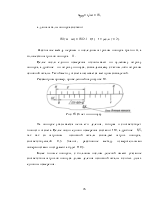
2. Принцип действия нониуса для линейных измерений 23
3. Метрологическое обеспечение штангенциркулей типа
ШЦ-I, ШЦ-II, ШЦ-III и штангенглубиномера ШГ 28
3.1. Поверка штангенциркуля 29
3.1.1. Условия поверки и подготовка к ней 30
3.1.2. Проведение поверки штангенциркуля 30
3.1.3. Оформление результатов поверки штангенциркуля 38
3.2. Поверка штангенглубиномера 38
3.2.1. Условия поверки и подготовка к ней 38
3.2.2. Проведение поверки штангенглубиномкра 39
3.2.3. Оформление результатов поверки штангенглубиномера 42
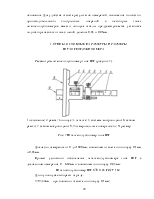
4. Применение поверочной схемы 43
5. Нанесение штрихов на шкалы 45
5.1. Требования, предъявляемые к конструкции отсчетного устройства 47
5.2. Методы нанесения штрихов и знаков 52
5.2.1. Нанесение штрихов на делительных машинах 54
5.2.2. Нанесение штрихов и знаков методом давления 57
5.3. Окончательная отделка шкал 58
6. Повышение качества измерительных поверхностей
штангенинструмента 59
6.1. Методы хромирования измерительных поверхностей 60
6.2. Контроль качества металлических покрытий 62
7. Результат экспериментальных исследований 64
8. Безопасность жизнедеятельности 74
8.1. Охрана труда в Российской Федерации 74
8.2. Освещенность рабочего места 76
8.3. Противопожарная защита 80
9. Организационно-экономический раздел 82
9.1. Расчет затрат на проведение исследований возможности повышения качества штангенциркулей 82
9.1.1. Затраты на оплату труда исследователей 83
9.1.2. Затраты на накладные расходы 86
9.1.3. Затраты на отчисления в социальный фонд 87
9.1.4. Затраты на оплаты машинного времени 87
9.2. Общий экономический эффект от проведения исследований 92
9.2.1. Затраты на оплату услуг сторонней организации 92
9.2.2. Затраты на измерения на предприятии 93
Заключение 96
Список литературы 97
ВВЕДЕНИЕ
Современное машиностроение характеризуется высокой производительностью и точностью изготовления деталей, сборки узлов, механизмов и машин. Важная роль во всем цикле изготовления продукции отводят вопросам оптимального выбора метода и средств измерения и контроля точностных параметров изделий, их физико-механическим и качественным показателям, параметрам технологических процессов изготовления и испытания. Трудоемкость контрольных операций в общем объеме при изготовлении продукции достигает в отдельных случаях 35% и более.
Контрольно-измерительные приборы и инструменты находят широкое применение не только в сфере производства, но и при эксплуатации, диагностике технологических систем, обеспечении их экологической безопасности.
Совершенно очевидно, что необходимо всемерно повышать качество средств измерений. С этой целью проводить ряд мероприятий, к основным из которых следует отнести:
- разработку контрольных средств, обуславливающих осуществление основной метрологической задачи и отличающихся в то же время технологичностью, высокой производительностью, удобством использования и объективными результатами контроля;
- обеспечение точности средств измерения в течении длительного времени, простоты, наладки и поднастройки, а также возможности механизации и автоматизации поднастройки;
- установление системы проведения периодического контроля средств измерения с целью соблюдения единства мер и точности показаний измерительных средств.
Штангенинструменты являются наиболее массовыми и широко распространенными измерительными средствами общего назначения.
Штангенинструменты просты по конструкции, универсальны, удобны в обращении и широко используются в промышленности, хотя они не обладают высокой точностью и требуют внимательности и правильного обращения при проведении измерений.
Точность определения размеров штангенинструментами зависит от нормативной точности конкретного типа инструмента и навыков пользователя. Большинство штангенинструментов имеют точность отсчета 0,1; 0,05 и 0,02 мм.
Штангенинструменты применяются для предварительных измерений при изготовлении и контроле точных деталей (с допусками менее 0,3мм) и для приемки деталей с допусками 0,3мм и более.
Настоящая дипломная работа ставит задачу исследования возможности повышения качества штангенциркулей с различными величинами отсчета нониуса с целью систематизации, рассмотрения наиболее характерных
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.