Чем выше точность поверхности, тем меньше должна быть высота микронеровностей, иначе она становится соизмерима с допуском размера и в эксплуатации деталь быстро теряет точные размеры в результате среза и смятия верхушек микронеровностей. Чтобы свести к минимуму это влияние, рекомендуется устанавливать высоту микронеровностей в зависимости от допуска размера по эмпирической формуле:
![]() . (5.3)
. (5.3)
Меньшее значение коэффициента принимают для размеров свыше 100 мм, большие – для меньших размеров.
Потребное для достижения заданной шероховатости число переходов определяется согласно формуле:
 ,
(5.4)
,
(5.4)
где Raзаг и Raдет – значение шероховатости заготовки и детали соответственно.
Результаты этого анализа позволяют установить потребное число технологических переходов обработки для получения заданной точности и качества поверхности детали (см. табл. 5.1).
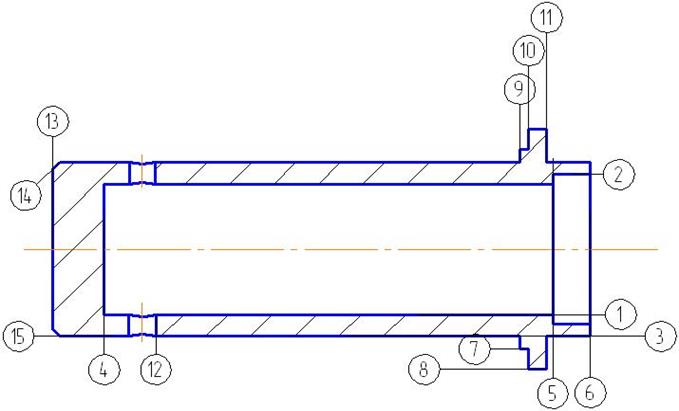
Рисунок 5.1 − Обозначение поверхностей детали
Таблица 5.1 − Планы обработки основных поверхностей детали
|
№ пов. |
Раз-мер |
Допуск T,мм |
Шерохов. Ra, мкм |
nт |
nш |
nпр |
Маршрут обработки, точность и шероховатость по переходам |
||
|
заг. |
дет. |
заг. |
дет. |
||||||
|
1 |
Ø15 |
0.43 |
0.027 |
20 |
6.3 |
2.61 |
1.3 |
3 |
0. Черновое сверление – H12, Ra 40 1. Получистовое растачивание – H10, Ra 40 2. Нормальное развертывание – H8, Ra 25. |
|
2 |
Ø17 |
0.43 |
0.027 |
20 |
0.63 |
2.61 |
3.75 |
4 |
0. Черновое сверление – H12, Ra 40 1. Получистовое растачивание – H10, Ra 40 2. Нормальное развертывание – H8, Ra 25. 3. |
|
3 |
Ø20 |
0.52 |
0.033 |
20 |
6.3 |
2.61 |
1.3 |
3 |
1. Черновое точение – h12, Ra 25 2. Получистовое точение – h10, Ra 25 3. Чистовое точение – h8, Ra 25. |
|
4 |
54 |
0.74 |
0.30 |
20 |
6.3 |
0.85 |
1.3 |
1 |
0. Черновое сверление - H12, Ra 40 1. Черновое растачивание – H12, Ra 25. |
|
5 |
4 |
0.30 |
0.12 |
20 |
6.3 |
0.87 |
1.3 |
1 |
0. Черновое сверление - H12, Ra 40 1. Черновое растачивание – H12, Ra 25. |
|
6 |
60 |
0.74 |
0.30 |
20 |
6.3 |
0.85 |
1.3 |
1 |
1. Черновое точение - h12, Ra 25. |
|
7 |
23 |
0.52 |
0.21 |
20 |
6.3 |
0.86 |
1.3 |
1 |
1. Черновое точение - h12, Ra 25. |
|
8 |
Ø28 |
0.52 |
0.033 |
20 |
6.3 |
2.61 |
1.3 |
3 |
1. Черновое точение - h12, Ra 25. 2. 3. |
|
9 |
52 |
0.74 |
0.30 |
20 |
6.3 |
0.85 |
1.3 |
1 |
1. Черновое точение - h12, Ra 25. |
|
10 |
53 |
0.74 |
0.30 |
20 |
6.3 |
0.85 |
1.3 |
1 |
1. Черновое точение - h12, Ra 25. |
|
11 |
55 |
0.74 |
0.30 |
20 |
6.3 |
0.85 |
1.3 |
1 |
1. Черновое точение - h12, Ra 25. |
|
12 |
Ø 4 |
0.30 |
0.018 |
20 |
6.3 |
2.65 |
1.3 |
3 |
0. Черновое сверление – H12, Ra 40 1. Получистовое сверление – H10, Ra 40 2. Нормальное зенкерование – H8, Ra 25. |
|
13 |
60 |
0.74 |
0.30 |
20 |
6.3 |
0.85 |
1.3 |
1 |
1. Черновое точение - h12, Ra 25. |
|
14 |
1.5 |
0.25 |
0.10 |
20 |
6.3 |
1.69 |
1.3 |
1 |
1. Черновое точение - h12, Ra 25. |
|
15 |
Ø20 |
0.52 |
0.021 |
20 |
0.63 |
3.03 |
3.75 |
4 |
1. Черновое точение – h12, Ra 25 2. Получистовое точение – h10, Ra 25 3. Шлифование предварительное – h8, Ra 25 4. Шлифование чистовое – h7, Ra 2.5. |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.