Закрепить шарнир приводного вала в переходной втулке винтом. Проверить надежность крепления защитного кольца приводного вала.
4. Провести два, три кратковременных пуска ротора. Убедиться в надежности крепления вращающихся частей и правильности установки балансируемого ротора.
5. Включить привод станка, пускателем переключения ступени, начиная с 0 и кончая с последней. Переключение на последующую ступень допускается только после снижения показаний амперметра до нормальной величины. Выждать необходимое время (1…2 мин) для достижения постоянной частоты вращения балансируемого ротора.
6. Включить индикаторы дисбалансов нажатием клавиши, фиксирующей показания.
7. Выключить привод станка, возвратив пускатель в исходное нулевое положение.
8. Занести показания вектометров в рабочий блокнот и в технологический паспорт балансировки ротора.
В операции 20 используются грузоподъемный механизм и комплект сборочного инструмента.
Операция 25 выполняется на дорезонансном баланировочном станке с осевым приводом.
1. Рассчитать число балансировочных грузов БГЗ по формуле
![]() , где
, где ![]() - масса двух грузов БГ1 или БГ2;
- масса двух грузов БГ1 или БГ2; ![]() - масса одного груза БГ3 для 1-й и 2-й
плоскости коррекции.
- масса одного груза БГ3 для 1-й и 2-й
плоскости коррекции.
Максимальное число балансировочных грузов БГ3, устанавливаемых между двумя балансировочными грузами БГ1 или БГ2, не должно превышать 25 шт.
2. Набрать рассчитанное число балансировочных грузов БГ3 для 1-й и 2-й плоскости коррекции.
3. Установить в пазу 1-й плоскости коррекции под углом, соответствующим углам, полученным в операции 20, два балансировочных груза БГ1 (БГ2) и рассчитанное число балансировочных грузов БГ3. Закрепить балансировочные грузы БГ1 (БГ2) стопорными винтами. Грузы располагать симметрично относительно линии действия дисбаланса.
4. Повторить переход 3 операции 25 для 2-й плоскости коррекции.
В операции 25 используются комплекты балансировочных грузов постоянной массы, изготовленные из стали и дюралюминия, а также комплект сборочного инструмента.
Операция 30 выполняется на дорезонансном балансировочном станке с осевым приводом.
1. Повторить переходы 5…8 в операции 20. Если остаточные дисбалансы в плоскостях коррекции 1 и 2 меньше допустимых дисбалансов, то балансировка выполнена полностью. В противном случае повторить операцию 25 и 30. Значения остаточных дисбалансов в плоскостях коррекции занести в технологический паспорт балансировки.
2. Закрепить в роторе приспособление для подъема.
3. Освободить шарнир приводного вала а переходной втулке.
4. Поднять зажимные ролики роликовой опоры.
5. Снять сбалансированный ротор со станка, опустить на транспортную тележку и закрепить в ложементах.
6. Снять с ротора приспособление для подъема.
7. Снять с ротора переходную втулку.
8. Раскренить крайние балансировочные грузы (БГ1 или БГ2).
В операции 30 используется оборудование, приспособления и инструмент операции 10 и 15.
Исследование динамики ротора в конструкции рабочей машины
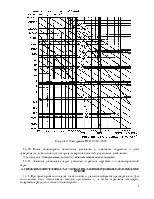
Балансировка-это технологический процесс совмещения главной центральной оси инерции с осью шпинделя. Балансировка выполняется двумя методами: обработкой цапф, корректировкой масс [8]. Для выполнения балансировки шпинделя, устранения технологического, эксплуатационного, конструктивного (посадки, зазоры, ДФР) дисбалансов измеряют виброметром компоненты вибрации станка, шпиндельной сборки. Измеряют вибрацию подшипников при трех условиях : -при отсутствии на шпинделе пробного груза, S1, -после установа пробного груза в произвольной точке со стороны подшипника с наибольшей вибрацией, S2, -После установа этого же пробного груза в той же плоскости коррекции в диаметрально противоположной точке, S3, Массу и место балансировочного груза определяют графическим построением векторов
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.