Наибольшие размеры по технологическим переходам по формуле:
![]() , где Dmaxi-1
– наибольший предельный размер, полученный на предшествующем переходе, мм;
, где Dmaxi-1
– наибольший предельный размер, полученный на предшествующем переходе, мм;
Dmini – наименьший предельный размер, полученный на выполняемом переходе, мм;
Тdi – допуск размера.
Наименьший расчетный (номинальный) размер:
Расчет максимальных припусков:
![]()
где Dmini-1 – наименьший предельный размер, полученный на предшествующем переходе, мм.
Определим общий припуск на обработку одной поверхности по формулам:
Правильность выполнения расчетов можно проверить по формуле
![]()
где ITDз – допуск на заготовку;
 ITDд – допуск на деталь
ITDд – допуск на деталь
Условие выполнено, следовательно, расчеты проведены верно результаты заносим в таблицу 1
|
Технологические переходы обработки отверстия Ø 90Н7(+0,035) |
Элементы припуска, мкм |
Расчетный припуск, мкм 2Zi |
Нноминальный припуск,мкм Zi |
Номинальный размер заготовки, мкм |
Допуск на изготовление Td, мкм |
Предельные размеры, мм |
Предельные припуски, мм |
|||||
|
Rz |
h |
ΔΣ |
ε |
Dmax |
Dmin |
2Zmax |
2Zmin |
|||||
|
Заготовка (отливка) |
200 |
300 |
641 |
- |
- |
- |
52,74 |
2200 |
54,94 |
52,74 |
- |
- |
|
Растачиваниечерновое |
50 |
- |
40 |
204 |
2 |
3802 |
57,34 |
350 |
57,69 |
57,34 |
4,95 |
2,4 |
|
Зенкерование |
20 |
- |
1,6 |
10 |
2 |
272 |
57,87 |
90 |
57,96 |
57,87 |
0,62 |
0,180 |
|
Растачивание чистовое |
5 |
- |
- |
- |
2 |
79 |
58 |
30 |
58,03 |
58 |
0,165 |
0,04 |
Таблица 1
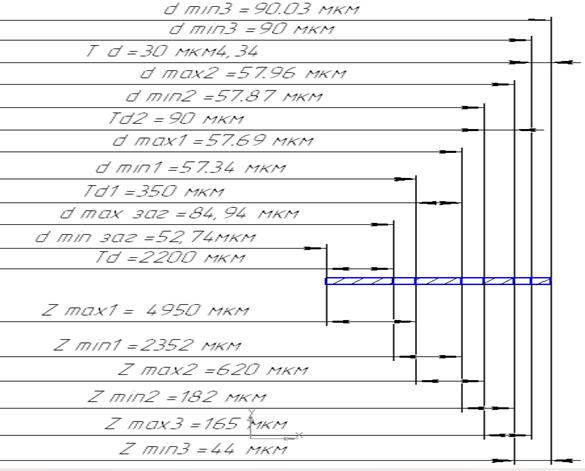
Рисунок 1 - Схема графического расположения припусков и межпереходных размеров для обработки отверстия Ø 58Н7
Произведем расчет припусков на обработку поверхности основания корпуса в размер 25h14 (-0,52).
Обработка производится в следующей последовательности:
1) Черновое фрезерование 27h16 (-1,3).
2) Чистовое фрезерование 25h14 (-0,52).
Параметры шероховатости Rz и глубина дефектного поверхностного слоя h для литой заготовки определяем по справочным данным и для фрезерования. Суммарное значение пространственных отклонений для литой заготовки определяем по формуле:
![]()
где Δкор – отклонение плоскостей поверхности отливки от плоскости (коробление), мкм;
Δсм – смещение стержня в горизонтальной или вертикальной плоскости, мкм.

где Δк – удельная кривизна в микрометрах на 1мм длины, Δк = 0,7мм.;
L – длина отливки, L = 520 мм.
![]() .
.
Величину остаточных пространственных отклонений определяем по формуле:
![]()
где Ку – коэффициент уточнения.
Величина остаточного отклонения расположения Δr = 0,06 равна:
Коэффициент уточнения принимаем по приложению
![]() .
.
Величина остаточного отклонения расположения Δr после чистового фрезерования при Ку = 0,04 равна:
![]() .
.
Погрешность установки при черновом фрезеровании определим укрупненным методом по справочным данным εу = 200 мкм.
Погрешность при чистовом фрезеровании при Ку = 0,04 равна:
![]() .
.
Минимальный припуск при последовательной обработке противолежащих поверхностей (односторонний припуск) определим из формулы:
![]()
где Rzi-1 – высота неровностей профиля по десяти точкам на предшествующем переходе, мкм;
hi-1 – глубина дефектного поверхностного слоя на предшествующем переходе (обезуглероженный, отбеленный слой), мкм;
ΔΣi-1 – суммарное отклонение расположения поверхности на предшествующем переходе, мкм;
εi – погрешность установки заготовки на выполняемом переходе, мкм.
Минимальный припуск при черновом фрезеровании:
![]() .
.
Минимальный припуск при чистовом фрезеровании:
![]() .
.
Определяем номинальный припуск по формулам:
![]()
где esHi, eiHi – предельные отклонения межоперационного размера.
Рассчитаем наибольшие размеры по технологическим переходам по формуле:
![]()
где Hmaxi-1 – наибольший предельный размер, полученный на предшествующем переходе, мм;
Hmini – наименьший предельный размер, полученный на выполняемом переходе, мм.
Определяем расчетный (номинальный) размер по технологическим переходам по формуле:
Расчет максимальных припусков:
![]()
где Hmini-1 – наименьший предельный размер, полученный на предшествующем переходе.
Расчет минимальных припусков:
![]()
Определяем общий припуск на обработку одной поверхности:
Правильность выполненных расчетов можно проверить по формуле:
![]()
где ITDз – допуск на заготовку;
ITDд – допуск на деталь.
Условие выполнено, следовательно, расчеты проведены правильно.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.