
Санкт-Петербургский Государственный Морской Технический Университет
Кафедра сварки судовых конструкций
Отчёт по лабораторной работе №6
«Термические циклы и зоны термического влияния»
Выполнил:
Студент гр.1310
Тимошенко А. П.
Проверил:
Мурзин В.В.
2009
I. ЦЕЛЬ РАБОТЫ
При дуговой электросварке изделия подвергаются интенсивному нагреву подвижным, сосредоточенным источником теплоты - сварочной дугой. Теплота, выделяемая дутой, проплавляет кромки изделия и распространяется по металлу благодаря его теплопроводности, поэтому зоны изделия, прилегающие к сварному шву, нагреваются, а затем охлаждайся по мере распространения теплоты в массу металла.
Каждая точка сварного соединения (шва, зоны термического влияния, основного металла) претерпевает в процессе сварки свое конкретное изменение температуры во времени, называется термическим циклом в данной точке.
2. ЗАДАЧИ РАБОТЫ
Закономерности распространения теплоты при сварке изучаются в данной работе применительно к автоматической наплавке валика на пластину малой толщины, для которой источник теплоты можно, принять линейным и процесс распространения теплоты считать плоским (двумерным).
Работа включает в себя:
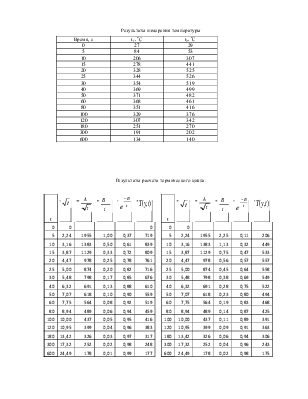
1) экспериментальное определение изменения температуры во времени (термических циклов (ТЦ)) в нескольких точках зоны термичеокого влияния (ЗТВ);
2) расчетное определение термических циклов в этих же точках;
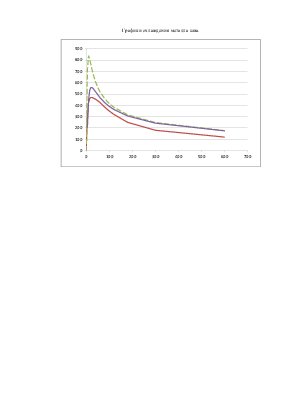
3) расчетное определение значений характеристик термических циклов;
4) сопоставление расчетных и опытных результатов;
5) анализ и выводы.
5. СХЕМА ОПЫТА
На пластину толщиной б- 5...6 мм производится наплавка валика с помощью автомата для дуговой электросварки .под слоем флюса. Режим сварки (Iсв, Ud. Vсв)должен обеспечивать почти полное проплавление пластины и практически равномерный прогрев по толщине, чтобы в тепловом отношении можно было считать действительный источник теплоты линейным.
Это допущение справедливо при значениях удельной погонной энергии 12,5 кДж/смГ.
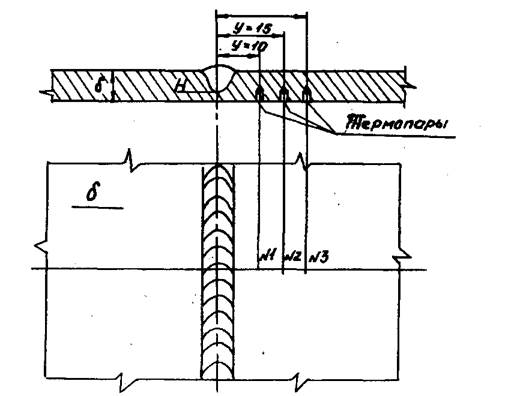
До выполнения наплавки со стороны, обратной шву, в центральной части пластины на расстоянии
y - 10, 15, 20 мм от оси будущего шва на глубину 0,5 б засверлены отверстая диаметром 1,0-1,5 мм. В эти отверстия вварены конденсаторной сваркой датчики температур (термопары), представляющие собой спаи двух разнородных металлов.
Концы термопар подключены к измерительным приборам - гальванометрам. Нагрев спая термопары вызывает термоэлектродвижущуюся силу, которая фиксируется гальванометром, отградуированным на конкретную термопару. Внешнее сопротивление термопар должно соответствовать его значению, указанному на гальванометре. Например, гальванометр типа М-28 для хромель-алюмелевой термопары имеет на шкале обозначение «гр.ХА» 5 или 15 Ом. Он рассчитан на изменение температуры с помощью хромель-алюмелевой термопары в диапазоне от 0 до 1300°С. Сопротивление термопары должно быть 5 или 15 Ом соответственно.
|
Время, с |
t1, oС |
t2, oС |
|
0 |
27 |
29 |
|
5 |
84 |
53 |
|
10 |
206 |
307 |
|
15 |
278 |
441 |
|
20 |
328 |
525 |
|
25 |
344 |
526 |
|
30 |
354 |
519 |
|
40 |
369 |
499 |
|
50 |
371 |
482 |
|
60 |
368 |
461 |
|
80 |
351 |
416 |
|
100 |
329 |
376 |
|
120 |
307 |
342 |
|
180 |
251 |
270 |
|
300 |
191 |
202 |
|
600 |
134 |
140 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.