





2.3 Выбор параметров контроля и регулирования
В динамическом отношении листоформовочная машина является инерционным объектом и аппроксимируется по основным каналам регулирования уравнениями инерционного звена I порядка с запаздыванием :
где к- коэффициент передачи;
Т- постоянная времени,с;
т- время запаздывания, с.
Воспользуемся данными экспериментальных исследований по техническому процессу формования асбестоцементных листов в результате которых были определены параметры передаточных функций по каждому из каналов.
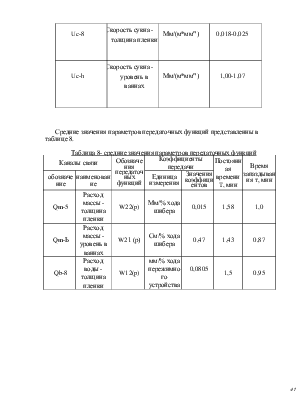
Значения статических параметров листоформовочной машины приведены в таблице 7 [3].
Таблица 7- Значения статических параметров листоформовочной машины
|
Каншт связи |
Единица измерения |
Статические коэффициенты передачи |
|
|
обозначение |
наименование |
||
|
Qm-5 |
Расход массы - толщина пленки |
Мм/% хода шибера |
0,012-0,018 |
|
Qm-Ь |
Расход массы - уровень в ваннах |
См/% хода шибера |
0,45-0,50 |
|
Qb-8 |
Расход воды - толщина пленки |
мм/% хода пережимного устройства |
0,0073-0,0095 |
|
Qb-Ь |
Расход воды - уровень в ваннах |
см/мм хода пережимного устройства |
2,80-5,05 |
|
Uc-8 |
Скорость сукна - толщина пленки |
Мм/(м*мм"') |
0,018-0,025 |
|
Uc-h |
Скорость сукна - уровень в ваннах |
Мм/(м*мм"') |
1,00-1,07 |
|
Каналы связи |
Обозначения передаточных функций |
Коэффициенты передачи |
Постоянная времени T, мин |
Время запаздывания т, мин |
||
|
обозначение |
наименование |
Единица измерения |
Значения коэффициентов |
|||
|
Qm-5 |
Расход массы - толщина пленки |
W22(p) |
Мм/% хода шибера |
0,015 |
1,58 |
1,0 |
|
Qm-Ь |
Расход массы - уровень в ваннах |
W21 (р) |
См/% хода шибера |
0,47 |
1,43 |
0,87 |
|
Qb-8 |
Расход воды - толщина пленки |
W12(p) |
мм/% хода пережимного устройства |
0,0805 |
1,5 |
0,95 |
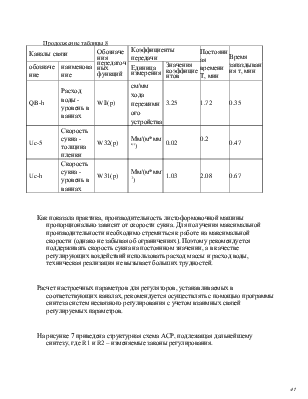
Средние значения параметров передаточных функций представленны в таблице 8.
|
Таблица 8- средние значения параметров передаточных функций |
Продолжение таблицы 8
|
Каналы связи |
Обозначения передаточных функций |
Коэффициенты передачи |
Постоянная времени T, мин |
Время запаздывания т, мин |
||
|
обозначение |
наименование |
Единица измерения |
Значения коэффициентов |
|||
|
QB-h |
Расход воды - уровень в ваннах |
Wll(p) |
см/мм хода пережимного устройства |
3.25 |
1.72 |
0.35 |
|
Uc-5 |
Скорость сукна - толщина пленки |
W32(p) |
Мм/(м*мм"') |
0.02 |
0.2 |
0.47 |
|
Uc-h |
Скорость сукна - уровень в ваннах |
W31(p) |
Мм/(м*мм-1) |
1.03 |
2.08 |
0.67 |
Как показала практика, производительность листоформовочной машины пропорционально зависит от скорости сукна. Для получения максимальной производительности необходимо стремиться к работе на максимальной скорости (однако не забывая об ограничениях). Поэтому рекомендуется поддерживать скорость сукна на постоянном значении, а в качестве регулирующих воздействий использовать расход массы и расход воды, техническая реализация не вызывает больших трудностей.
Расчет настроечных параметров для регуляторов, устанавливаемых в соответствующих каналах, рекомендуется осуществлять с помощью программы синтеза систем несвязного регулирования с учетом взаимных связей регулируемых параметров.
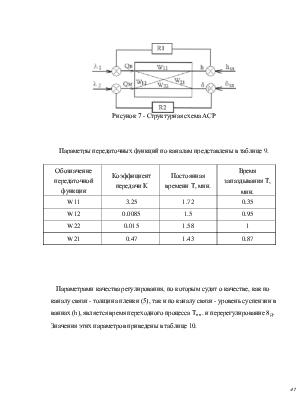
На рисунке 7 приведена структурная схема АСР, подлежащая дальнейшему синтезу, где R1 и R2 – изменяемые законы регулирования.
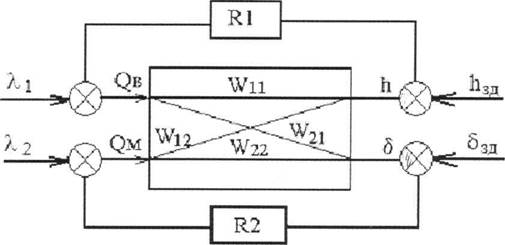
Рисунок 7 - Структурная схема АСР
|
Обозначение передаточной функции |
Коэффициент передачи К |
Постоянная времени Т, мин. |
Время запаздывания Т, мин. |
|
W11 |
3.25 |
1.72 |
0.35 |
|
W12 |
0.0085 |
1.5 |
0.95 |
|
W22 |
0.015 |
1.58 |
1 |
|
W21 |
0.47 |
1.43 |
0.87 |
|
Параметры передаточных функций по каналам представлены в таблице 9. |
Параметрами качества регулирования, по которым судят о качестве, как по каналу связи - толщина пленки (5), так и по каналу связи - уровень суспензии в ваннах (h), является время переходного процесса Тп п. и перерегулирование 8Д. Значения этих параметров приведены в таблице 10.
|
Таблица 10 - Требуемые значения параметров качества регулирования |
|
Канал связи |
Параметр качества |
|
|
Т п.п , мин |
δд ,% |
|
|
Толщина пленки |
5 , |
≤ 5 |
|
У Уровень в ваннах |
4 |
≤ 35 |
3 Синтез АСР для объекта с взаимосвязанными координатами
3.1 Описание методики синтеза взаимосвязанных АСР
Объекты с несколькими входами и выходами, взаимно связанными между собой, называют многосвязными объектами. При отсутствии перекрестных связей, когда каждый вход влияет лишь на один выход, многосвязные объекты распадаются на односвязные. Однако подавляющее большинство химико- технологических процессов, в число которых входит процесс формования асбестоцементных листов, является сложными многосвязными объектами, а их системы регулирования оказываются взаимосвязанными [3].
Динамика многосвязных объектов описывается системой дифференциальных уравнений, а в преобразованном по Лапласу виде - матрицей передаточных функций:
|
W11(p) |
… |
W1n(p) |
||
|
W21(p) |
W22 |
… |
W2n(P) |
|
|
W= |
. |
. |
||
|
. |
. |
|||
|
. |
. |
|||
|
Wm1(p) |
Wmn(p) |
где Wjk(p) - передаточная функция по каналу Xj-Yk.
Для односвязных объектов Wjk(p)=0 при j< >k, и матрица (5) превращается в диагональную.
Существует два различных подхода к автоматизации многосвязных объектов: несвязанное регулирование отдельных координат с помощью одноконтурных АСР; связанное регулирование с применением многоконтурных систем, в которых внутренние перекрестные связи объекта компенсируются внешними динамическими связями между отдельными контурами регулирования.
Каждый из этих методов обладает своими преимуществами и недостатками.
При несвязанном регулировании, если учитывают только основные каналы регулирования, расчет и наладку регуляторов проводят как для одноконтурных АСР. Этот метод можно применять в тех случаях, когда влияние перекрестных связей намного слабее, чем основных. При сильных перекрестных связях фактический запас устойчивости системы регулирования может оказаться ниже расчетного. Это приводит к низкому качеству регулирования, а в худшем случае — к потере устойчивости вследствие взаимного влияния контуров регулирования.
Чтобы предотвратить возможность взаимного раскачивания, одноконтурные АСР следует рассчитывать с учетом внутренних связей и других контуров регулирования. Это существенно усложняет расчет системы, но гарантирует заданное качество регулирования в реальной системе.
Связанные системы регулирования включают кроме основных регуляторов дополнительные динамические компенсаторы. Расчет и наладка таких систем гораздо сложнее, чем одноконтурных АСР, что препятствует их широкому применению в промышленных системах автоматизации.
Рассмотрим методы расчета многосвязных систем регулирования на примере объекта с двумя входами и двумя выходами.
3.1.1 Системы связанного регулирования. Автономные АСР
На рисунке 8 представлены структурные схемы автономных
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.