ЛАТР
Т.
В.У
п
Б.У
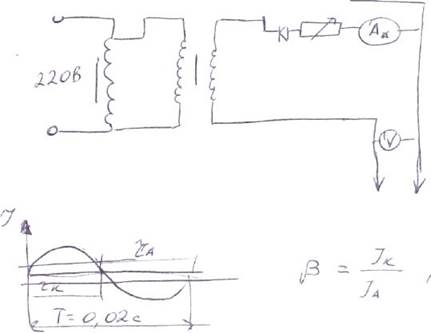
где ЛАТР - автотрансформатор, Тр— силовой трансформатор, В.У. -выпрямительное устройство, Б.У. - блок управления, П. - электрические приборы.
|
£ а^*"'иыл' |
|
'■«£* |
|
***> |
|
УЫ |
1
К)----- ©■
&1ЛС0*>
<-л
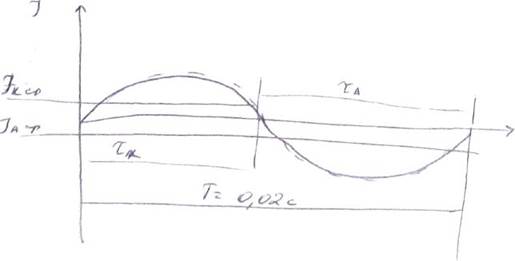
б) форма тока, используемая при электроосаждении
10. Технологический процесс (вспомогательные операции - взвешивание, замеры не включать)
 №
№
Наименование операции
|
Мя*. |
т&Салк.
Я^О-М/Ы^яКОСёЛ-
Время (мин)
перекрываемое не перекрываемое
-h
~^F
Примечание
ajuJ*pt<f№**«fY^^ffZ
fcQpO&Ct&r <~&T
лла***** ляли/у^t**f
Iq4*4L4>£ o£e<c-*iA*
T
|
ъ&*и> |
|
/z |
7
8
|
A |
10
|
fc |
11
12
13
14
11 16
17
XQ£S
|
v*f*> |
б£Шг*е
|
tetf*** |
Ppo fiC&sLtCia-
$&£e£UJb £o*+**J **U*f 4,U> ;Z&*j
eigefjuic* б bum, р&к*
|
£.ЪС*1 |
|
I6<2. |
ЪИЛ**/ фО p**4 p
(t&1b^C4>yU^fl4**
|
}\fot** |
fltoMgd"-*
|
£ |
UUMy^.
QuUMUdCW***
t-
-+
+
-+•
|
^gm. |
|
:-fe** |
icu
М<я***4 & C**<+*»
|
A>\ |
C4c&fU4 /t&-^c H*c4.t*t4k
rUX^^r-c* C^fk9
18
->»
11. а) эскиз крепления детали в приспособлении
б) эскиз завески детали в ванне (два вида)

|
12. Показания |
прибо |
эов в процессе электролиза. |
|||||||
|
г, мин |
/.,А |
/.,А |
£ЛВ |
т\.,°с |
Г, МИН |
/„А |
/.,А |
С/, В |
т °с |
|
0 |
35 |
||||||||
|
5 |
40 |
||||||||
|
10 |
45 |
||||||||
|
15 |
50 |
||||||||
|
20 |
55 |
||||||||
|
25 |
60 |
||||||||
|
30 |
и т.д. |
||||||||
13. Замеры восстанавленной детали а) диаметр Л^ =
![]()
![]()
![]() Направления замеров (по меткам на торце детали)
Направления замеров (по меткам на торце детали)
Пояса замеров
Средний диаметр
Параллельно оси штанги
Перпендикулярно оси штанги б) масса, г g2=____
14.0пределение толщины покрытая :
средней фактической по замерам диаметров | Щ расчетной, через удельный вес покрытия hf=________
Заключение по сопоставлению средней фактической и расчетной толщины покрытия ________________________________________________
15. Эскиз распределения электролитического железа по поверхности катода
параллельно оси штанги
Заключение по распределению металла
перпендикулярно оси штанги
16. Определение технико-экономических показателей процесса:
а) выход металла по току,%: rj= ________________ =______ б) скорость осаждения: -фактическая, мм/ч к\_ =________ =_
расчетная, мм/ч Кр
Заключение
17. Характеристика покрытия по внешнем) виду (блестящее, матовое, шероховатое, гладкое, наличие дендритов, отслоений других дефектов, характер сетки трещин):
Подпись студента:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.