Картеры коробки передач.
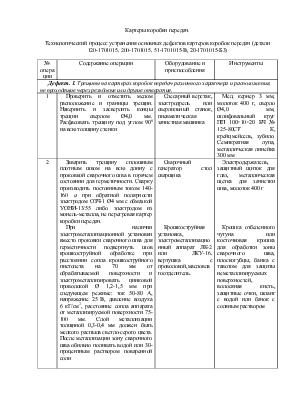
Технологический процесс устранения основных дефектов картеров коробок передач (детали 120-1701015, 200-1701015, 51-1701015-В, 20-1701015-Б3)
|
№ операции |
Содержание операции |
Оборудование и приспособления |
Инструменты |
|
Дефект. 1. Трещины на картерах коробок передач различного характера и расположения, не проходящие через резьбовые или другие отверстия. |
|||
|
1 |
Проверить и отметить мелом расположение и границы трещин. Накернить и засверлить концы трещин сверлом Ø4,0 мм. Расфасовать трещину под углом 900 на всю толщину стенки |
Слесарный верстак, электродрель или сверлильный станок, пневматическая зачистная машинка |
Мел, кернер 3 мм, молоток 400 г, сверло Ø4,0 мм, шлифовальный круг ПП 100×10×20 КЧ № 125-80СТ К, крейцмейсель, зубило. Семикратная лупа, металлическая линейка 300 мм |
|
2 |
Заварить трещину сплошным плотным швом на всю длину с проковкой сварочного шва в горячем состоянии для герметичности. Сварку производить постоянным током 140-160 а при обратной полярности электродом ОЗЧ-1 Ø4 мм с обмазкой УОНИ-13/55 либо электродом из монель-металла, не перегревая картер коробки передач. При наличии электрометаллизационной установки вместо проковки сварочного шва для герметичности подвергнуть шов крошкоструйной обработке при расстоянии сопла крошкоструйного пистолета на 70 мм от обрабатываемой поверхности и электрометаллизировать цинковой проволокой Ø 1,2-1,5 мм при следующем режиме: ток 50-80 А, напряжение 25 В, давление воздуха 6 кГ/см2, расстояние сопла аппарата от металлизируемой поверхности 75-100 мм. Слой металлизации толщиной 0,3-0,4 мм должен быть мелкого распыла светло-серого цвета. После металлизации зону сварочного шва обильно поливать водой или 30-процентным раствором поваренной соли |
Сварочный генератор стол сварщика Крошкоструйная установка, электрометаллизационный аппарат ЛК-2 или ЛКУ-16, вертушка с проволокой,масловлагоотделитель. |
Электродержатель, защитный щиток для глаз, металлическая щетка для зачистки шва, молоток 400 г Крошка отбеленного чугуна или косточковая крошка для обработки зоны сварочного шва, плоскогубцы, банка с тавотом для защиты неметаллизируемых поверхностей, волосяная кисть, защитные очки, шланг с водой или бачок с соляным раствором |
|
3 |
Проверить сварочный шов на герметичность керосином – подтекание керосина и «потение» сварочного шва не допускаются |
Противень, банка с керосином |
Черпак. Семикратная лупа ЛП1-7 |
|
Дефект. 2. Обломы лап крепления картеров коробок передач (ЗИЛ-164, ГАЗ-51). |
|||
|
1 |
Подогнать чугунную вставку или ушко выбракованного картера к месту обломанного ушка, снять фаску под углом 450 на кромке облома на вставке; зачистить поверхность зоны сварки, нагреть вставку, приладить к месту и приварить вставку-ушко к картеру коробки передач в месте облома сплошным швом с наплавкой отверстия, не перегревая картера. |
Верстак с тисками, зачистная машинка, ацетиленовый газогенератор, стол газосварщика, графитовая форма |
Драчовый полукруглый напильник, шлифовальный круг, ПП 100×10×20 КЧ № 125-80СТ К, горелка ГС-53, наконечник № 4-5, металлическая щетка. Семикратная лупа |
|
В случае небольшого облома наплавить место облома и отверстие по графитовой форме, восстановив контур ушка с припуском на обработку поверхности прилегания к картеру сцепления 2-3 мм, по контуру до 1 мм. Присадочный материал : пруток чугунный по ГОСТ 2671-44 Ø10-12 мм марки Б или пруток серого чугуна с содержанием кремния 2,5%, бура. |
|||
|
2 |
Фрезеровать наплавленную плоскость прилегания ушка к картеру сцепления заподлицо с остальной обработанной поверхностью |
Вертикально-фрезерный станок типа 6М10 или 6Н-11, прихваты с болтами |
Торцовая фреза, насадная Ø90 мм с мелкими зубьями. Поверочная линейка 100 мм |
|
3 |
Зачистить сварочный шов приваренного ушка, зачистить и запилить контур ушка, зачистить наплавленную поверхность ушка с другой стороны заподлицо с основным металлом |
Пневматическая зачистная машинка или машинка типа ШР-2 |
Шлифовальный круг ПП 100×10×20 КЧ № 125-80СТ К, полудрачовый напильник. Поверочная линейка 100 мм |
|
4 |
Сверлить по кондуктору наплавленное отверстие номинального размера напроход; цековать поверхность ушка под головку болта по мере надобности |
Сверлильный станок типа 2118А, кондуктор |
Сверло по размеру, быстросменный патрон, цековка с направлением, переходная втулка. Штангенциркуль 150 мм, точность 0,1 мм |
|
Точность расположения отверстий лап крепления между собой и по отношению к оси ведущего и ведомого валов должна быть в пределах 0,15 мм. |
|||
|
Дефект. 3. Трещины, захватывающие резьбовые отверстия под болты крепления крышек подшипников и др. |
|||
|
1 |
Накернить и засверлить конец трещины сверлом Ø 4 мм напроход. Рассверлить резьбовое отверстие с трещиной на диаметр 5-6 мм больше диаметра резьбы. Разделать трещину под углом 90-1200 на глубину 0,8 толщины стенки с выходом в отверстие. В случае облома вырубить сектор облома в отверстии и запилить стенки, раскрыв отверстие |
Электродрель, сверлильный станок типа 2118А, слесарный верстак, пневматическая зачистная машинка или машинка типа ШР-2 |
Кернер 3 мм, молоток 400 г, сверло Ø 4 мм, сверло по размеру, переходная втулка, шлифовальный круг ПП 100×10×20 КЧ № 125-80СТ К, крейцмейсель, слесарное зубило 15 мм, драчовый полукруглый напильник. Штангенциркуль 150 мм, точность 0,1 мм |
|
2 |
Заварить расфасованную трещину сплошным швом на всю длину трещины с выходом в отверстие с проковкой сварочного шва в горячем состоянии . Заварить рассверленное отверстие с припуском на обработку торца на 1,5-2,0 мм |
Сварочный генератор постоянного тока, стол для электросварщика |
Электродержатель, защитный щиток для глаз, металлическая щетка, молоток 400 г. Семикратная лупа ЛП1-7 |
|
Сварку производить постоянным током 140-160 А при обратной полярности электродом ОЗЧ-1 Ø 4 мм с обмазкой УОНИ-13/55 либо электродом из монель-металла, не перегревая деталь. При наличии металлизационной установки вместо проковки сварочного шва для герметичности металлизировать сварочный шов цинковой проволокой описанным выше способом |
|||
|
3 |
Зачистить и припилить торец наплавленного отверстия заподлицо с обработанной поверхностью, восстановив прежнюю плоскостность. При заварке более одного отверстия фрезеровать плоскость картера |
Пневматическая зачистная машинка или машинка типа ШР-2 |
Шлифовальный круг ПП 100×10×20 КЧ № 125-80СТ К, личной плоский напильник 300 мм, поверочная линейка 100 мм |
|
4 |
Сверлить отверстие под номинальную резьбу по кондуктору . Зенковать фаску в отверстии. Нарезать резьбу номинального размера |
Сверлильный станок типа 2118А, быстросменный патрон, слесарный верстак с тисками |
Сверло, конусная зенковка, комплект метчиков, вороток. Штангенциркуль 150 мм, точность 0,1 мм, резьбовая пробка по размерам резьбовых отверстий |
|
Технические условия на ремонт: точность расположения отверстий должна быть в пределах 0,15 мм для ЗИЛ-164 и ГАЗ-51; ±0,12 и ±0,20 мм для МАЗ-200; ввернутый резьбовой калибр в резьбовом отверстии не должен давать ощутимого люфта. |
|||
|
Дефект. 4. Повреждение или износ резьбы в отверстиях под болты крепления крышек подшипников, люка и т. п. на картере коробки передач. |
|||
|
Восстановление поврежденной резьбы в отверстиях производится главным образом способом постановки ввертышей или в отдельных случаях заваркой вышеописанным способом |
|||
|
Дефекты. 5. Износ отверстия под подшипник ведущего вала коробки передач. 6. Износ отверстия под подшипник ведомого вала коробки передач. |
|||
|
1 |
Установить картер коробки передач плоскостью разъема на плиту (или планки) приспособления двумя установочными отверстиями на центрирующие пальцы приспособления, выверить на станке по индикатору и закрепить. Расточить в линию под запрессовку ремонтной втулки изношенные отверстия под подшипник ведущего вала и подшипник ведомого вала предварительно и окончательно до диаметра согласно табл. 297. Расточить выточку в отверстиях с наружной стороны обоих торцов картера коробки диаметром на 4-5 мм больше диаметра отверстия на глубину 2,5-3,0 мм под буртик ремонтной втулки |
Горизонтально-расточной станок типа 262Г или токарный станок типа 1624М (РМЦ 1000 мм), приспособление для растачивания картера с базовой плитой или планками, установочными пальцами и кронштейнами для подшипников, борштанга |
Расточные резцы с пластиной твердого сплава ВК6 для предварительного и ВК2 для чистового растачивания, борштанга для растачивания обоих отверстий с одной установки. Индикатор на штативе, микрометры 75-100, 100-125 и 125-150 мм, индикаторный прибор для установки резцов, гладкие пробки по размерам отверстий, индикаторные нутромеры 50-100 и 100-160 мм |
|
2 |
Запрессовать последовательно в расточные отверстия картера ремонтные втулки до упора под подшипник ведущего вала ДР-1 и под подшипник ведомого вала коробки передач ДР-2 с наружным диаметром согласно табл. 297. |
Гидравлический пресс ГАРО модели 208 20 т, подставка для картера коробки передач. Горизонтально-расточной станок типа 262Г или токарный станок типа 1624М, приспособление для растачивания отверстий картера, борштанга |
Оправка для запрессовки ремонтных втулок в отверстия картера Подрезная пластина Р9, расточные упорные резцы с пластиной твердого сплава Т15К6. Индикатор на штативе, микрометры 75-100 и 100-125 мм, индикаторный прибор для установки резцов, гладкие пробки по размерам отверстий |
|
П р и м е ч а н и е. В случаях износа только одного отверстия под подшипник ведущего и ведомого валов коробки передач необходимо растачивать и гильзовать оба отверстия. Окончательно обработанный указанным способом картер коробки передач должен отвечать следующим техническим условиям: 1) ось отверстий под подшипник ведущего и ведомого валов коробки передач должна быть перпендикулярна привалочным торцам картера коробки, отклонение не более: у ЗИЛ-164 – 0,08 мм на радиусе 100 мм ; у МАЗ-200 – 0,15 мм на всей длине картера; у ГАЗ-51 – 0,10 мм на радиусе 57 мм и у М-21 «Волга» - 0,04 мм на радиусе 55 мм; 2) ось указанных отверстий должна быть параллельна оси отверстий под подшипники промежуточного вала блока шестерен (ГАЗ-51); отклонение от общей плоскости , проходящей через эти оси, должно быть не более:0,07 мм на длине 365 мм для ЗИЛ-164; 0,08 мм на длине 250 мм для ГАЗ-51 и 0,025 мм на длине 210 мм для М-21 «Волга»; 3) ось указанных отверстий должна быть параллельна оси отверстий под ось шестерни заднего хода; отклонение допускается не более:0,035 мм на длине 170 мм для ЗИЛ-164; 0,08 мм на всей длине для ГАЗ-51 и 0,025 мм на всей длине для М-21 «Волга». |
|||
|
Дефекты. 7. Износ отверстия под передний подшипник промежуточного вала коробки передач или оси блока шестерен (ГАЗ-51). 8. Износ отверстия под задний подшипник промежуточного вала или оси блока шестерен |
|||
|
1 |
Установить картер коробки передач в приспособление на станок, как указано выше, и закрепить. Аналогично предыдущему расточить в линию предварительно и окончательно отверстия переднего и заднего подшипников промежуточного вала коробки передач или оси блока шестерен под запрессовку ремонтной втулки до диаметра согласно табл. 297 с выточкой под буртик втулки до диаметра больше диаметра отверстия на 3-4 мм на глубину 2,5-3,0 мм. У картеров коробок передач ГАЗ-51 и М-21 «Волга» изношенный отверстия под ось блока шестерен вместо растачивания можно рассверливать и развертывать под запрессовку ремонтных втулок |
Горизонтально-расточной станок типа 262Г приспособление для растачивания в картере коробки передач под подшипники промежуточных валов, оси блока шестерен или токарный станок и приспособление для растачивания отверстий |
Расточные резцы с пластиной твердого сплава ВК6 для предварительного и ВК2 для чистового растачивания, специальная борштанга для резцов. Индикатор на штативе, микрометры 0-25, 75-100 и 100-125 мм, индикаторный прибор для установки резцов, гладкие пробки по размерам растачиваемых отверстий |
|
2 |
Запрессовать последовательно до упора ремонтные втулки ДР-3 и ДР-4 в расточенные отверстия переднего и заднего подшипников промежуточного вала коробки передач или оси блока шестерен (ГАЗ) с наружным диаметром согласно табл. 297 |
Гидравлический пресс ГАРО модели 208 20 т, подставка внутри картера в распор |
Оправка для запрессовки ремонтных втулок ДР-3 иДР-4 |
|
3 |
Установить картер зачистить торец обеих запрессованных втулок заподлицо с торцом картера. Расточить в линию чисто отверстия запрессованных втулок в номинальный размер под посадку подшипников промежуточного вала, оси блока шестерен |
Горизонтально-расточной станок типа 262Г приспособление для растачивания отверстий картера или токарный станок и приспособление |
Подрезная пластина Р9, расточные упорные резцы с пластиной твердого сплава Т15К6, специальная борштанга. Индикатор на штативе, микрометры 75-100 и 100-125 мм, индикаторный прибор для установки резцов, гладкие пробки по размерам отверстий |
|
Растачивание и гильзование отверстий под подшипники производить независимо до того, изношено одно или оба отверстия. Технические условия на ремонт те же, что и при устранении дефектов 5 и 6. |
|||
|
Дефект. 9. Износ отверстий под ось шестерни заднего хода коробки передач или блока шестерен заднего хода (ГАЗ-51) |
|||
|
1 |
Установить картер аналогично предыдущему и расточить в линию чисто отверстия под ось шестерен заднего хода до диаметра табл. 297. Расточить выточку на 2,0-3,0 мм больше диаметра отверстия на глубину 2,5-3,0 мм под буртик ремонтной втулки |
Горизонтально-расточной станок типа, приспособление для растачивания отверстий в картере коробки передач |
Расточные резцы с пластиной твердого сплава ВК6 для предварительного и ВК2 для чистового растачивания, борштанга для резцов. Индикатор на штативе, микрометры 0-25 и 25-50 мм, индикаторный прибор для установки резцов, гладкие пробки по размерам отверстий |
|
2 |
Запрессовать в расточенные отверстия по одной ремонтной втулке до упора ДР-5 и ДР-6 с наружным диаметром согласно табл. 297 |
Гидравлический пресс ГАРО модели 208 20 т, подставка внутри картера |
Оправка для запрессовки ремонтных втулок ДР-5 иДР-6 |
|
3 |
Расточить в линию отверстия в обеих запрессованных втулках под номинальный размер напроход. |
То же, что и в 1-й операции |
Тот же, что и в 1-й операции соответственно по разрам |
|
После обработки ось отверстий под ось шестерен или блока шестерен заднего хода должна быть параллельна оси отверстий под подшипники ведущего и ведомого валов коробки передач, отклонение не более: 0,035 мм на длине 170 мм для ЗИЛ-164; 0,08 мм на всей длине для ГАЗ-51 и 0,025 мм на всей длине для М-21 «Волга». |
|||
|
Дефект. 10. Износ отверстия под передний или задний конец вилки переключения заднего хода коробки передач автомобиля ГАЗ-51. |
|||
|
1 |
Рассверлить
изношенные отверстия под передний и задний конец оси вилки до Ø 17,8 мм напроход. Развернуть до диаметра |
Сверлильный станок 2121, патрон кондуктор |
Переходная
втулка, сверло Ø17,8 мм, развертка |
|
2 |
Запрессовать
до упора последовательно в рассверленные отверстия по одной ремонтной втулке
ДР-7 и ДР-8 с наружным диаметром |
Настольный пресс типа 274, подставка для картера |
Оправки для запрессовки ремонтных втулок ДР-7 и ДР-8 |
|
3 |
Развернуть
отверстия в запрессованных втулках до Ø |
Сверлильный станок типа 2121 |
Качающаяся
оправка для развертки, развертки Ø Гладкие пробки по размерам отверстий |
|
Ось обработанных отверстий под передний и задний концы оси вилки переключения заднего хода должна быть параллельна оси блока шестерни заднего хода; отклонение не должно превышать 0,10 мм на длине 135 мм. Рассверливать и гильзовать оба отверстия независимо от того, изношены оба отверстия или одно. |
|||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.

 мм
мм мм с направлением.
Гладкая пробка Ø
мм с направлением.
Гладкая пробка Ø мм
мм и
и  мм
мм и
и  мм
мм