Необходимое количество компенсаторов для каждого размера вычисляют так, как указано в гл. 5.
При этом необходимое количество компенсаторов первой ступени
 , где
, где ![]() ;
;  ;
; ![]() – количество оборотных единиц.
– количество оборотных единиц.
Количество последующих ступеней компенсаторов
 .
.
Для определения количества компенсаторов последней ступени верхний предел интегрирования следует принимать ¥.
Варианты заданий
Установить допуски и предельные отклонения на линейные размеры деталей сборочной единицы, представленной на рис. 11.1. Количество сборочных единиц составляет 10000 шт.
Задачу решить методом полной, частичной, групповой взаимозаменяемости, методом регулирования и подгонки: А1 = 60 мм, А2 = 85 мм, величина зазора eр принимается в зависимости от варианта (табл. 11.1)
Таблица 11.1
Исходные данные
|
Вариант |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
e |
1–0,2 |
|
1–0,16 |
|
1–0,12 |
|
|
|
|
|
|
Решение: (10-й вариант)
Составим схему размерной цепи и определим номинальный размер А3:
![]() ,
,
![]() ,
, ![]() =24 мм.
=24 мм.
Составим схему размерной цепи
 |
Обеспечение точности допуска составляющих звеньев размерной цепи (гл. 6) производится по формулам
![]() ;
;
![]() ;
;
![]() ;
;
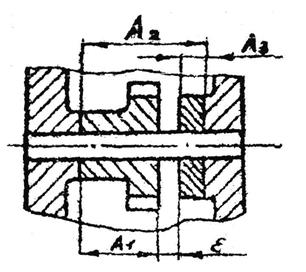
Рис. 11.1. Сборочная единица
Средний квалитет составляющих звеньев
 .
.
Линейные размеры деталей могут быть выполнены с точностью по
9-му квалитету, которому соответствует ![]() =40.
Предельные отклонения на размеры см. в прил. 2:
=40.
Предельные отклонения на размеры см. в прил. 2:
А1 = 60-0,074, А2 = 85+0,087.
Предельные отклонения на размер А3 определим позднее. Допуск из основного уравнения разменных цепей (гл. 6)
![]() ,
,
Находим координату середины поля допуска на размер А3:
![]() ,
,
![]() ,
, ![]() =
–0,0195
=
–0,0195
Тогда верхнее и нижнее отклонения будут иметь следующие значения:
 мм,
мм,
 мм,
мм,
А3 = 24-0,039 мм.
Обеспечение точности замыкающего звена методом неполной взаимозаменяемости. Значения единиц допуска составляющих звеньев размерной цепи будут те же, что и при расчете методом полной взаимозаменяемости.
Средний квалитет составляющих звеньев при Р – 0,27 % (гл. 6)
 .
.
Линейные размеры деталей могут быть выполнены с точностью по 10-му квалитету
А1 = 60–0,12, А2 = 85+0,14.
Предельные отклонения на размер А3 определим позднее. Допуск из основного уравнения разменных цепей с учетом исходных данных (гл. 6)
![]() .
.
Находим координату середины поля допуска на размер А3:
![]() ,
,
![]() ,
, ![]() = +0,03.
= +0,03.
Тогда верхнее и нижнее отклонения будут иметь следующие значения:
 мм,
мм,
 мм,
мм,
А3
= 24![]() мм.
мм.
Обеспечение точности замыкающего звена методом групповой взаимозаменяемости.
Учитывая степень сложности изготовления деталей, примем отклонения размеров по 11-му квалитету для всех составляющих звеньев размерной цепи. Тогда
![]() = 0,19;
= 0,19; ![]() = 0,22;
= 0,22; ![]() = 0,13.
= 0,13.
Учитывая условия, что допуск увеличивающего звена ![]() =
=![]() +
+![]() ,
расчетный допуск замыкающего звена составит
,
расчетный допуск замыкающего звена составит
 мм.
мм.
Число групп, на которые должны быть рассортированы детали после изготовления
 .
.
Принимаем четыре группы.
При
четырех группах величина расчетного допуска ![]() ×
×![]() =4×0,2=0,8. Тогда допуск увеличивающего звена А2
должен составлять 0,4 мм. Соответственно увеличиваем допуски уменьшающих
звеньев, принимая
=4×0,2=0,8. Тогда допуск увеличивающего звена А2
должен составлять 0,4 мм. Соответственно увеличиваем допуски уменьшающих
звеньев, принимая ![]() = 0,24,
= 0,24, ![]() =
0,16 кратным количеству принятых групп.
=
0,16 кратным количеству принятых групп.
Для выявления возможных вариантов отклонений у составляющих звеньев размерной цепи приведем возможные отклонения каждого из звеньев (табл. 11.2).
Таблица 11.2
Отклонение звеньев размерной цепи
|
А1= 60, |
А2= 85, |
А3= 24, |
||||||
|
Еi |
ЕS |
ЕC |
Еi |
ЕS |
ЕC |
Еi |
ЕS |
ЕC |
|
–0,24 |
0 |
–0,120 |
–0,40 |
0 |
–0,20 |
–0,16 |
0 |
–0,08 |
|
–0,21 |
0,03 |
–0,09 |
–0,35 |
0,05 |
–0,15 |
–0,14 |
0,02 |
–0,06 |
|
–0,18 |
0,06 |
–0,06 |
–0,3 |
0,1 |
–0,1 |
–0,12 |
0,04 |
–0,04 |
|
–0,15 |
0,09 |
–0,03 |
–0,25 |
0,15 |
–0,05 |
–0,10 |
0,06 |
–0,02 |
|
–0,12 |
0,12 |
0 |
–0,2 |
0,2 |
0 |
–0,08 |
0,08 |
0 |
|
–0,09 |
0,15 |
0,03 |
–0,15 |
0,25 |
0,05 |
–0,06 |
0,10 |
0,02 |
|
–0,06 |
0,18 |
0,06 |
–0,1 |
0,3 |
0,1 |
–0,04 |
0,12 |
0,04 |
|
–0,03 |
0,21 |
0,06 |
–0,05 |
0,35 |
0,15 |
–0,02 |
0,14 |
0,06 |
|
0 |
0,24 |
0,12 |
0 |
0,40 |
0,20 |
0 |
0,16 |
0,08 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.