

БАЛТИЙСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
им. Д.Ф. Устинова «Военмех»
Теория и технология сварочного производства.
Деформации и напряжения в сварных соединениях.
Выполнил: ст. гр. А-352
Цой С.Ю..
Проверил: Шаханов С. Б.
2007
Санкт – Петербург
Цель работы:1)дать наглядное представление о механизме возникновения деформаций и напряжений в конструкции при сварке;2) ознакомиться с приближенным методом расчета общих сварочных деформаций простейших элементов конструкции; 3) проверить опытным путем результаты расчета деформаций во время и после сварки балки;4) практическое ознакомление с дуговой сваркой под слоем флюса.
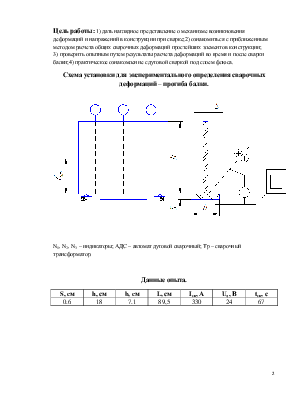
Схема установки для экспериментального определения сварочных деформаций – прогиба балки.
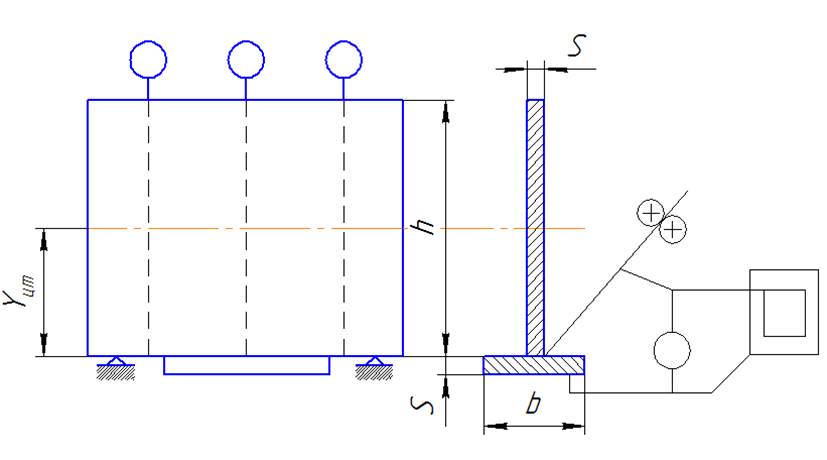
N1, N2, N3 – индикаторы; АДС – автомат дуговой сварочный; Тр – сварочный трансформатор.
Данные опыта.
|
S, cм |
h, см |
b, cм |
L, см |
Iсв, А |
Uд, В |
tсв, с |
|
0.6 |
18 |
7.1 |
89,5 |
330 |
24 |
67 |
Результаты опытного определения стрелы прогиба балки во время и после сварки.
|
Индикаторы |
Время отсчета от начала процесса сварки |
||||||||||||||||||
|
секунды |
минуты |
||||||||||||||||||
|
0 |
10 |
20 |
30 |
40 |
60 |
80 |
100 |
120 |
3 |
4 |
5 |
6 |
8 |
10 |
20 |
30 |
40 |
50 |
|
|
f1 |
0 |
0.13 |
0.53 |
0.45 |
0.44 |
0.42 |
0.35 |
0.22 |
0.22 |
0.12 |
0.01 |
-0.12 |
-0.15 |
-0.18 |
-0.22 |
-0.41 |
-0.48 |
-0.51 |
-0.53 |
|
f2 |
0 |
0.10 |
0.07 |
-0.08 |
-1.07 |
-1.49 |
-1.49 |
-1.40 |
-1.22 |
-0.91 |
-0.66 |
-0.48 |
-0.28 |
0 |
0.18 |
0.405 |
0.41 |
0.41 |
0.41 |
|
f3 |
0 |
0.05 |
0.13 |
0.04 |
-0.02 |
-0.03 |
-0.15 |
-0.25 |
-0.25 |
-0.18 |
-0.16 |
-0.07 |
-0.02 |
0.06 |
0.11 |
0.20 |
0.21 |
0.22 |
0.22 |
|
f |
0 |
0,01 |
-0,26 |
-0,325 |
-1,28 |
-1,685 |
-1,59 |
-1,385 |
-1,205 |
-0,88 |
-0,585 |
-0,385 |
-0,195 |
0,06 |
0,235 |
0,51 |
0,545 |
0,555 |
0,565 |
Формула прогиба: 
Расчеты: Вариант 1:
Вариант2:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
 |
||||
Результаты расчета.
|
Вариант |
Vсв, см/с |
Qпог, Дж/см |
F, см2 |
Jин, см4 |
Yц.т., см |
Рус, Н |
Bт, см |
dL, cм |
∆ц.т. |
f, cм |
σh, МПа |
σY., МПа |
|
1 |
1.336 |
5040 |
15,06 |
555.83 |
6.369 |
85670 |
3.995 |
0.024 |
2.71∙10-4 |
0.047 |
5730 |
-5689 |
|
2 |
1.336 |
5040 |
15,06 |
555,83 |
6,369 |
85670 |
3,995 |
0,025 |
2,8 ∙10-4 |
0.049 |
5945 |
-5903 |
![]() -скорость сварки; F-площадь
поперечного сечения балки; M-момент
силы;
-скорость сварки; F-площадь
поперечного сечения балки; M-момент
силы; ![]() -момент инерции сечения балки относительно
центра оси;
-момент инерции сечения балки относительно
центра оси; ![]() -положение оси центров тяжести; Е-модуль
Юнга;
-положение оси центров тяжести; Е-модуль
Юнга; ![]() -условная усадочная сила.
-условная усадочная сила.
|
f-прогиб(см); ![]() -положение центральной оси;
-положение центральной оси; ![]() -условная усадочная сила;
-условная усадочная сила; ![]() -упрочнение пластины(см); Вт-ширина зоны
пластич. деформаций(см);
-упрочнение пластины(см); Вт-ширина зоны
пластич. деформаций(см);
Принимается, что деформация пластины не
является результатом неравномерного нагрева и охлаждения в процессе сварки, а
происходит вследствие действия «условной усадочной силы», приложенной к торцу
пластины в месте сварного шва. При расчете ![]() берем
первую точку пластины y=h, а для второй y=
берем
первую точку пластины y=h, а для второй y=![]() ;
;
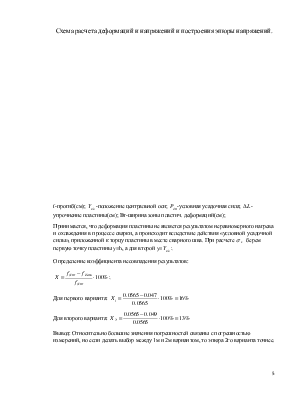
Определение коэффициента несовпадения результатов:
 ;
;
Для первого варианта: 
Для второго варианта: 
Вывод: Относительно большие значения погрешностей связаны с погрешностью измерений, но если делать выбор между 1м и 2м вариантом, то эпюра 2го варианта точнее.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.