Министерство Образования российской Федерации
Балтийский государственный технический университет «ВОЕНМЕХ» им. Д. Ф. Устинова
Выполнил: ст. гр. А-152
Махмутов Альберт
Проверил: Шаханов С.Б..
Санкт – Петербург
2008
Цель работы: 1) практическое ознакомление с различными видами дуговой сварки в среде защитных газов;
2) экспериментальное определение термического цикла заданной точки ЗТВ и температурного поля поперек сварного шва;
3) сравнение полученных экспериментальных данных с расчетными.
Оборудование и материалы
1) пост для ручной сварки сталей в среде СО2;
2) пост для автоматической сварки неплавящимся электродом в среде аргона алюминиевых сплавов;
3) термопары (хромель. алюмель)
4) гальвагометры или потенциометры - 3 шт.
5) секундомеры – 2 шт.
6) линейка масштабная – 1 шт.
7) штангельциркуль
8) щетка металлическая – 1 шт.
9) проволока сварочная Св-08Г2С диаметром 1.6 мм;
10) проволока сварочная алюминиевая;
11) образец – пластина из углеродистой или низколегированной стали;
12) образец – пластина из алюминиевого сплава.
Схема постов для сварки в защитных газов:
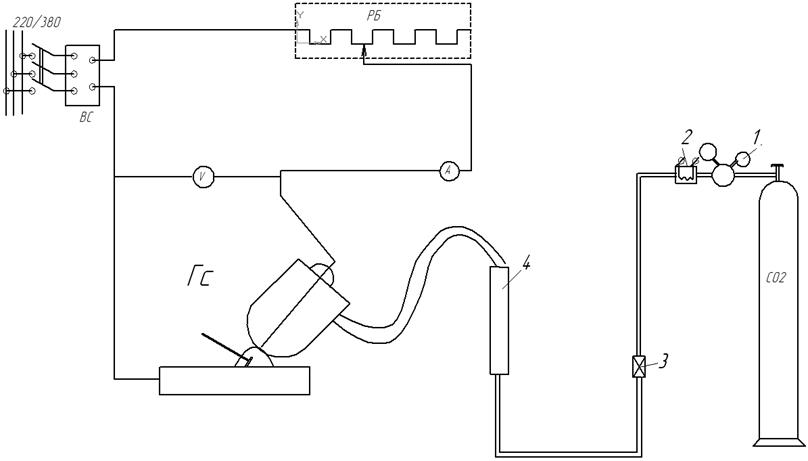
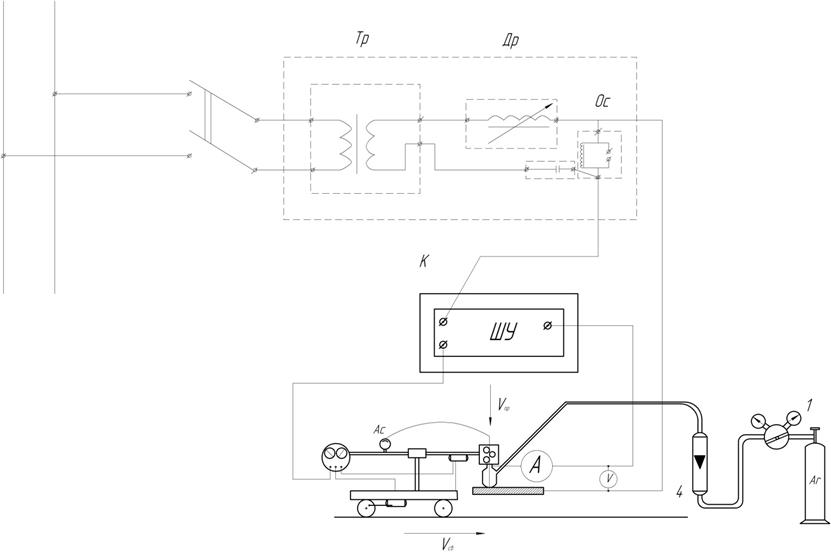
рис. Ручная сварка в углекислом газе сталей
Тр – трансформатор; Др – дроссель; Ос – Осцилметр; К – Конденсатор; ШУ – шкаф управления; Ас – автомат сварочный; ВС – выпрямитель; РБ- реостат балластный; ГС – горелка сварочная.
1 – редуктор; 2 – подогреватель; 3 – осушитель; 4 – ротаметр.
Подсчет температуры в точках приварки термопар в моменты времени отсчета при выполнении опыта.
|
Экспериментальные значения |
Расчетные значения |
||||||||
|
S, м |
Iсв, А |
Uд, В |
tсв, c |
Lсв,мм |
vсв, м/с |
Qэ, Вт |
Ω, м2/с |
Ψ, 1/с |
А |
|
1.2* 10-3 |
50 |
11 |
27 |
1.89* 10-1 |
0.007 |
275 |
8.037 ∙10-6 |
1.068* 10-2 |
623.4 |
Значения теплофизических констант для различных металлов.
|
Металл |
γ, кг/м3 |
λ, Вт/(м∙К) |
с, Дж/(кг∙К) |
α, Вт/(м2∙К) |
|
Углеродистая и низколегированная сталь |
7800 |
42 |
670 |
33.5 |
|
Аустенитная сталь |
7900 |
30 |
630 |
.. |
|
Сплавы алюминия |
2700 |
250 |
1000 |
.. |
Расчетные формулы: ![]() св=Lсв/tсв; Qэ=Кэ*Iсв*Ug; Ω=λ/с* γ; Ψ=2α/с*γ*S
св=Lсв/tсв; Qэ=Кэ*Iсв*Ug; Ω=λ/с* γ; Ψ=2α/с*γ*S
 м/с
м/с
![]() 0.5* 50*11=275 Вт
0.5* 50*11=275 Вт
![]() -6 м2/с
-6 м2/с
φ=2*33,5/670*7,8*103*1,2*10-3=1,068*10-2 1/с
А=275/0,007*1,2*10-3(4π*7.8*103*670*42)1/2=623.36
Термический цикл сварки.
|
Данные |
y,мм |
Время отсчета,с |
|||||||||||||
|
0 |
3 |
5 |
10 |
15 |
20 |
25 |
30 |
40 |
50 |
75 |
100 |
150 |
200 |
||
|
Опыт |
I y1=6.5 |
0 |
400 |
350 |
250 |
210 |
180 |
160 |
150 |
130 |
110 |
80 |
60 |
40 |
20 |
|
II y2=8.5 |
0 |
200 |
190 |
180 |
170 |
150 |
140 |
120 |
110 |
100 |
70 |
50 |
40 |
20 |
|
|
III y3=10.5 |
0 |
100 |
150 |
140 |
120 |
110 |
110 |
100 |
90 |
80 |
60 |
50 |
30 |
20 |
|
|
Расчет |
I y1=6.5 |
0 |
224,9 |
203.2 |
155.3 |
125.6 |
105.4 |
90.6 |
79.1 |
62.2 |
50.3 |
31.8 |
21.1 |
10.2 |
5.2 |
|
II y2=8.5 |
0 |
164.8 |
168.6 |
141.5 |
118.1 |
100.6 |
87.3 |
76.7 |
60.8 |
49.4 |
31.4 |
21 |
10.1 |
5.1 |
|
|
III y3=10.5 |
0 |
111.1 |
133,1 |
125.7 |
109.1 |
94.8 |
83.2 |
73.7 |
59 |
48.3 |
30.9 |
20.7 |
10 |
5.1 |
|
Формулы для расчета температуры в точках приварки термопар в моменты времени отсчета при выполнении опыта:
![]()
Расчет: (температура [Т] в С0):
I термопара: y=6.5 мм
T0=0; Т3=224,9; Т5=203,2; Т10=155,3; Т15=125,6; Т20=105,4; Т25=90,6; Т30=79,1; Т40=62,2; Т50=50,3; Т75=31,8; Т100=21,1; Т150=10,2; Т200=5,2;
Расчет: (температура [Т] в С0):
II термопара: y=8,5 мм
T0=0; Т3=164,8; Т5=168,6; Т10=141,5; Т15=118,1; Т20=100,6; Т25=87,3; Т30=76,7; Т40=59; Т50=60,8; Т75=31,4; Т100=21; Т150=10,1; Т200=5,1;
Расчет: (температура [Т] в С0):
III термопара: y=10,5 мм
T0=0; Т3=111,1; Т5=133,1; Т10=125,7; Т15=109,1; Т20=94,8; Т25=83,2; Т30=73,7; Т40=59; Т50=48,3; Т75=30,9; Т100=20,7; Т150=10; Т200=5,1;
Формулы для расчета температуры наибольшего нагрева и скорости охлаждения Wохл.:
Тмах(y)=![]() * (1-
* (1-![]() );
);  ;
;
Расчет:
![]() 0C
0C
![]() 167.8
0C;
167.8
0C; ![]() 133.8
0C;
133.8
0C;
![]()
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.