


















 5. ТЕХНИКО-ЭКОНОМИЧЕСКОЕ
ОБОСНОВАНИЕ
5. ТЕХНИКО-ЭКОНОМИЧЕСКОЕ
ОБОСНОВАНИЕ
ПРОЕКТА
В настоящее время все большее внимание уделяется импульсным методам регулирования в полупроводниковых стабилизаторах напряжения. Импульсные стабилизаторы отличаются от устройств с непрерывным регулированием более высоким КПД, значительной выходной мощностью, повышенной надежностью и, кроме того, способны работать при более широких пределах изменения входного напряжения.
Основной задачей данного проекта является изучение распределения потока энергии в схеме широтно–импульсного модулятора. Данная задача весьма актуальна, особенно для реализации таких схем в узлах силовой электроники.
Силовой широтно-импульсный преобразователь предназначен для исследования процессов многофазных импульсных стабилизаторов напряжения. Основной задачей проекта является расщепление потока энергии на несколько каналов. В результате чего уменьшаются динамические потери в силовых ключах, легче решается проблема входных пульсаций и значительно улучшается качество переходных процессов в области средних частот.
В данном разделе будет произведен расчет затрат на разработку, изготовление и обслуживание разработанного устройства, а также получены точные цифры эффективности, отпускной цены и других важных экономических показателей проекта, что позволит сделать вывод о целесообразности разработки.
5.1. Определение баланса рабочего времени
Определяю баланс рабочего времени одного рабочего и вношу полученные данные в табл.5.1
Таблица 5.1
Баланс рабочего времени одного рабочего
|
Состав фонда рабочего времени |
Ед. измерен. |
Значение |
|
|
1 Календарный фонд времени |
дни |
365,0 |
|
|
2 Выходные дни |
дни |
104,0 |
|
|
3 Праздничные дни |
дни |
9,0 |
|
|
4 Номинальный фонд рабочего времени |
дни |
252,0 |
|
|
5 Невыходы на работу - всего. В том числе: |
дни |
28,0 |
|
|
а) Основные и дополнительные отпуска |
дни |
21,0 |
|
|
Б) Отпуска по беременности и родам |
дни |
1,0 |
|
|
В) Отпуска и сокращения рабочей недели учащимся |
дни |
1,0 |
|
|
г) По болезни |
дни |
3,0 |
|
|
Д) Выполнение гос. и общественных обязанностей |
дни |
0,5 |
|
|
е) По разрешению администрации |
дни |
1,5 |
|
|
6 Явочное время |
часы |
1792,0 |
|
|
7 Потери внутри рабочего дня (внутрисменные потери) |
|||
|
а) Сокращённые часы работы: |
|||
|
- в предпраздничные дни |
часы |
7,0 |
|
|
- в ночное время |
часы |
0,0 |
|
|
Б) Перерывы на кормление детей |
часы |
1,0 |
|
|
В) Сокращённый рабочий день: |
|||
|
- подросткам |
часы |
5,0 |
|
|
-рабочих, занятых на тяжёлых и вредных работах |
часы |
4,0 |
|
|
Итого внутрисменных потерь: |
часы |
17,0 |
|
|
8 Полезный (эффективный) фонд рабочего времени |
часы |
1775 |
|
|
9 Коэффициент использования рабочего времени |
0.88 |
||
|
10 Номинальная продолжительность рабочей смены |
часы |
8,0 |
Для расчёта коэффициента использования рабочего времени находим отношение фонда действительного времени к номинальному( К=Фд/Фном).
Количество рабочих смен по заданию – 1.
5.2. Выбор метода организации производства и расчёт параметров технологического процесса
5.2.1. Выбор метода организации производства
Необходимо выбрать один из существующих методов:
1. Непоточный (единичный);
2. Поточный;
3. Автоматизированный.
Учитывая то, что непоточный метод нам не подходит - у нас серийное производство, мне нужно сделать выбор из двух оставшихся. Я остановил свой выбор на поточном методе производства. В том случае, если прибор будет пользоваться достаточным спросом для увеличения программы выпуска, метод будет заменён на автоматизированный с покупкой дорогостоящего иностранного технологического оборудования для автоматизации производства.
5.2.2. Расчёт параметров технологического процесса
Рассчитаем параметры однопредметной поточной линии.
а) Такт потока: r =Фд/Nрасч, Фд= Д*Тсм*60*Ксм*Крегл.пер , где: Д - число дней в году,
Тсм - продолжительность рабочей смены,
Ксм = 1
Крегл.пер = (0.94...0.95)
Расчётная программа выпуска: Nрасч=Nгод*(1+a/100), где: а - брак (1...3%)
По заданию:
Nгод=5000 шт. , Nрасч=5150 шт. , Фд=120900 мин. Тогда r=23.5 мин./шт.
Рассчитаем ритм: R= r*Nтр
Nтр - размер транспортной партии = 20 шт. Тогда R= 469,515 мин.
б) Количество рабочих мест, выполняющих параллельно одну и ту же операцию: Wpi= Tшт.i / r непр.лин
Общая расчётная формула штучного времени:
Tшт.i = Tоп.i + Tобсл. + Tрегл.пер.
Tоп.i - норма оперативного времени i-ой операции (мин.)
Tобсл. - время обслуживания рабочего места (мин.)
Tрегл.пер. - время регламентированных перерывов (мин.)
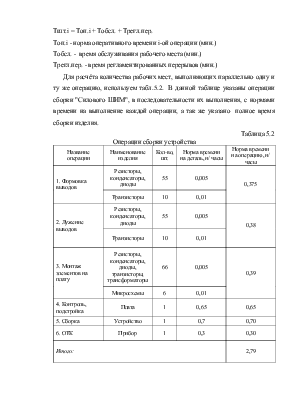
Для расчёта количества рабочих мест, выполняющих параллельно одну и ту же операцию, используем табл.5.2. В данной таблице указаны операции сборки "Силового ШИМ", в последовательности их выполнения, с нормами времени на выполнение каждой операции, а так же указано полное время сборки изделия.
Таблица 5.2
Операции сборки устройства
|
Название операции |
Наименование изделия |
Кол-во, шт. |
Норма времени на деталь, н/ часы |
Норма времени на операцию, н/ часы |
|
1. Формовка выводов |
Резисторы, конденсаторы, диоды |
55 |
0,005 |
0,375 |
|
Транзисторы |
10 |
0,01 |
||
|
2. Лужение выводов |
Резисторы, конденсаторы, диоды |
55 |
0,005 |
0,38 |
|
Транзисторы |
10 |
0,01 |
||
|
3. Монтаж элементов на плату |
Резисторы, конденсаторы, диоды, транзисторы, трансформаторы |
66 |
0,005 |
0,39 |
|
Микросхемы |
6 |
0,01 |
||
|
4. Контроль, подстройка |
Плата |
1 |
0,65 |
0,65 |
|
5. Сборка |
Устройство |
1 |
0,7 |
0,70 |
|
6. ОТК |
Прибор |
1 |
0,3 |
0,30 |
|
Итого: |
2,79 |
|||
Моя поточная линия оснащена конвейером непрерывного действия
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.