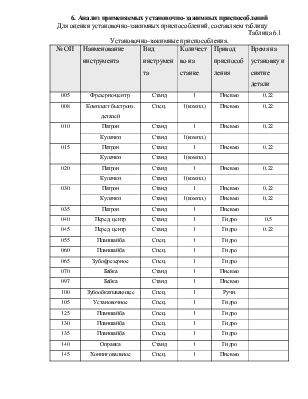
6. Анализ применяемых установочно-зажимных приспособлений
Для оценки установочно-зажимных приспособлений, составляем таблицу
Таблица 6.1
Установочно-зажимные приспособления.
|
№ ОП |
Наименование инструмента |
Вид инструмента |
Количество на станке |
Привод приспособления |
Время на установку и снятие детали |
|
005 |
Фрезерно-центр. |
Станд |
1 |
Пневмо |
0,22 |
|
008 |
Комплект быстроиз. деталей |
Спец. |
1(компл.) |
Пневмо |
0,22 |
|
010 |
Патрон |
Станд |
1 |
Пневмо |
0,22 |
|
Кулачки |
Станд |
1(компл.) |
|||
|
015 |
Патрон |
Станд |
1 |
Пневмо |
0,22 |
|
Кулачки |
Станд |
1(компл.) |
|||
|
020 |
Патрон |
Станд |
1 |
Пневмо |
0,22 |
|
Кулачки |
Станд |
1(компл.) |
|||
|
030 |
Патрон |
Станд |
1 |
Пневмо |
0,22 |
|
Кулачки |
Станд |
1(компл.) |
Пневмо |
0,22 |
|
|
035 |
Патрон |
Станд |
1 |
Пневмо |
|
|
040 |
Перед. центр |
Станд |
1 |
Гидро |
0,5 |
|
045 |
Перед. центр |
Станд |
1 |
Гидро |
0.22 |
|
055 |
Планшайба |
Спец. |
1 |
Гидро |
|
|
060 |
Планшайба |
Спец. |
1 |
Гидро |
|
|
065 |
Зубофрезерное |
Спец. |
1 |
Гидро |
|
|
070 |
Бабка |
Станд |
1 |
Пневмо |
|
|
097 |
Бабка |
Станд |
1 |
Пневмо |
|
|
100 |
Зубообкатывающее |
Спец. |
1 |
Ручн. |
|
|
105 |
Установочное |
Спец. |
1 |
Гидро |
|
|
125 |
Планшайба |
Спец. |
1 |
Гидро |
|
|
130 |
Планшайба |
Спец. |
1 |
Гидро |
|
|
135 |
Планшайба |
Спец. |
1 |
Гидро |
|
|
140 |
Оправка |
Станд |
1 |
Гидро |
|
|
145 |
Хонинговальное |
Спец. |
1 |
Пневмо |
Как видно из таблицы используемые в данном технологическом процессе установочно-зажимные приспособления необходимые для изготовления данной детали являются унифицированными. Применение специальных приспособлений целесообразней по сравнению со стандартными не смотря на большие затраты.
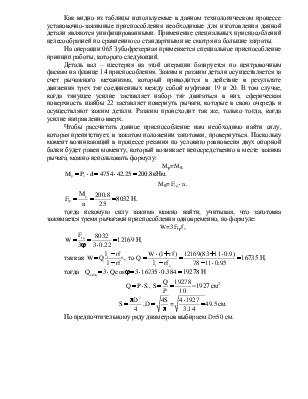
На операции 065 Зубофрезерная применяется специальное приспособление принцип работы, которого следующий.
Деталь вал – шестерня на этой операции базируется по центровочным фаскам на фланце 14 приспособления. Зажим и разжим детали осуществляется за счет рычажного механизма, который приводится в действие в результате движения трех тяг соединенных между собой муфтами 19 и 20. В том случае, когда тянущее усилие заставляет набор тяг двигаться в низ, сферическая поверхность шайбы 22 заставляет повернуть рычаги, которые в свою очередь и осуществляют зажим детали. Разжим происходит так же, только тогда, когда усилие направленно вверх.
Чтобы рассчитать данное приспособление нам необходимо найти силу, которая препятствует, в зажатом положении заготовки, провернуться. Поскольку момент возникающий в процессе резания по условию равновесия двух опорной балки будет равен моменту, который возникает непосредственно в месте зажима рычага, можно использовать формулу:
Mp=MR.
![]() 200.8кНм.
200.8кНм.
MR=![]() .
.
 8032 Н.
8032 Н.
тогда искомую силу зажима можно найти, учитывая, что заготовка зажимается тремя рычагами приспособления одновременно, по формуле:
W=3Fтрf,
 12169
Н, так как
12169
Н, так как  , то
, то  16735 Н, тогда
16735 Н, тогда ![]() 19278 Н
19278 Н
![]() ,
,  =1927
см2
=1927
см2
 ,
, =
= см.
см.
По предпочтительному ряду диаметров выбираем D=50 см.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.