Глава 3. Расчет цеха.
3.1. Плавильное отделение.
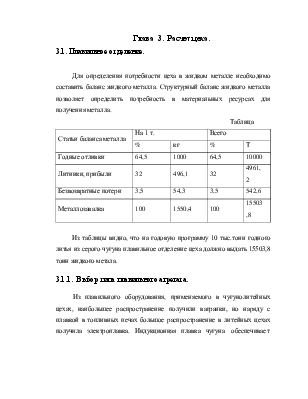
Для определения потребности цеха в жидком металле необходимо составить баланс жидкого металла. Структурный баланс жидкого металла позволяет определить потребность в материальных ресурсах для получения металла.
Таблица
|
Статьи баланса металла |
На 1 т. |
Всего |
||
|
% |
кг |
% |
Т |
|
|
Годные отливки |
64,5 |
1000 |
64,5 |
10000 |
|
Литники, прибыли |
32 |
496,1 |
32 |
4961,2 |
|
Безвозвратные потери |
3,5 |
54,3 |
3,5 |
542,6 |
|
Металлозавалка |
100 |
1550,4 |
100 |
15503,8 |
Из таблицы видно, что на годовую программу 10 тыс.тонн годного литья из серого чугуна плавильное отделение цеха должно выдать 15503,8 тонн жидкого метала.
3.1.1. Выбор типа плавильного агрегата.
Из плавильного оборудования, применяемого в чугунолитейных цехах, наибольшее распространение получили вагранки, но наряду с плавкой в топливных печах большое распространение в литейных цехах получила электроплавка. Индукционная плавка чугуна обеспечивает получение жидкого сплава высокого качества с минимальным содержанием газов, неметаллических включений и вредных составляющих. Плавка в индукционных печах с «болотом», когда из печи выдается не более 1/3 -1/2 ее емкости, а подогретая шихта загружается в жидкий сплав, позволяет снизить угар металла при применении легковесной шихты и повысить КПД использования электроэнергии.
В данном дипломном проекте по разработке цеха крупного литья из серого чугуна в качестве плавильного агрегата выбраны тигельные индукционные печи повышенной частоты с «болотом».
|
|
|
|
|
|
|
|
|
|
|
|
|
При расчёте часовой производительности плавильных печей учитывают коэффициент неравномерности загрузки оборудования кн. Значение кн при мелкосерийном производстве принимается равным 1,3.
Часовая производительность,т/ч
Q=(В2 ·Кн )/Фд=(15503,8·1,3)/3975=5 т/ч где, В2- потребление сплава цехом, т/ч;
Фд- действительный фонд времени работы печи, ч/год, для 2-х сменной работы равен 3975 ч/год.
Производительность индукционных печей работающих с болотом определяется по формуле
qрсч=(В2·Кн)/(Фд·Р1)=(15503,8·1,3)/(3975·1)=5т/ч где, Р1- расчётное число одновременно работающих печей:
Р1=Кз ·Р2=0,5·2=1
Р2- число единиц оборудования по проекту;
Кз -коэффициент загрузки.
В цехах крупного литья ёмкость печей определяется по максимальной металлоёмкости формы.Число печей рассчитывается по формуле:
Р1=(В2·Кн)/(Фд ·qрсч)=(15503,8·1,3)/(3975·5)=1 шт.
|
|
|
|
|
|
|
|
|
УИП-7200-0,15-10,0 производительностью 10 т/ч для обеспечения нормальной работы отделения. А также ещё одну дополнительную для ремонтных целей.
Техническая характеристика индукционной печи УИП-7200-0,15-10,0
Таблица
|
№ П/П |
Наименование характеристики |
Единицы измерения |
Значение |
|
1. |
Емкость печи |
т |
10 |
|
2. |
Мощность питающих трансформаторов |
кВт |
7200 |
|
3. |
Частота тока |
Гц |
150 |
|
4. |
Скорость плавки |
Т/ч |
7 |
|
5. |
Температура перегрева |
°С |
1500 |
|
6. |
Расход охлаждающей воды |
м/ч |
80 |
|
7. |
Расход электроэнергии |
кВтч/т |
725-770 |
Коэффициент загрузки при этом будет равен:
Кз=Р1/Р2=1/2=0,5
Для более гибкого использования жидкого металла на плавильном участке предусмотрен миксер ёмкостью 10 т.
3.1.2. Расчет шихты.
Расчет шихты производится с целью подбора шихтовых материалов, обеспечивающих в процессе плавки в печи заданный химический состав чугуна и нужные механические свойства отливок при минимальной стоимости жидкого металла.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.