11. ПРИЧИНЫ ТРАВМАТИЗМА И ПРОФЕССИОНАЛЬНЫХ ЗАБОЛЕВАНИЙ
При. механической обработке на металлорежущих станках возникает ряд химических, физических, психофизиологических и биохимических опасных и вредных производственных факторов, являющихся причинами травматизма и профессиональных заболеваний.
Для защиты от воздействия вредных и опасных производственных факторов рабочий обеспечивается спецобувью, спецодеждой и другими предохранительными приспособлениями в соответствии с действующими типовыми отраслевыми нормами.
Вентиляция в цехе осуществляется естественным путем. Для этого открывают форточки и фрамуги в окнах и световых фонарях. Над моечной машиной устанавливается местная вытяжная вентиляция - вытяжной зонт. Вытяжной зонт устанавливается над оборудованием на расстоянии 0,5 - 1 м над оборудованием. При вытяжке используется тот принцип, что вредные производственные вещества легче воздуха. Зонт оборудован искусственной вытяжкой. Скорость засасывания воздуха в открытом сечении зонта 0,8 - 1,2 м/с. Над шлифовальными кругами, при шлифовании используются укрытия с отсосом характерные тем, что источник вредности находится внутри их. Эти укрытия выполняются в виде защитных кожухов, полностью или частично закрывающих оборудование. Внутри кожухов создается разряжение, в результате чего вредные вещества по отсасывающим воздуховодам удаляются.
Основными вредными и опасными факторами на производстве являются:
- абразивная пыль;шум;вибрации;
- быстровращающийся режущий инструмент (шлифовальные круги) ;
- приводные механизмы, ременные и зубчатые передачи станков;
- повышенное значение напряжение в электрической цепи;
- химические вещества используемые в производстве. Для борьбы с этими вредными и опасными производственными факторами используются вытяжки, виброгасители, звукопоглотители, специальную звукопоглощающую облицовку, защитные устройства исключающие соприкосновения человека и химических веществ.
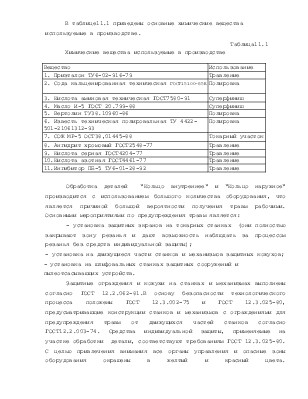
В таблице11.1 приведены основные химические вещества используемые в производстве.
Таблица11.1
Химические вещества используемые в производстве
|
Вещество |
Использование |
|
1. Приэталон ТУ6-02-916-79 |
Травление |
|
2. Сода кальценированная техническая ГОСТ15100-85Е |
Полировка |
|
3. Кислота аминовая техническая ГОСТ7580-91 |
Суперфиниш |
|
4. Масло И-5 ГОСТ 20.799-88 |
Суперфиниш |
|
5. Вертолин ТУ38.10960-86 |
Полировка |
|
6. Известь техническая полировальная ТУ 4422-501-21061312-93 |
Полировка |
|
7. СОЖ МР-5 ОСТ38,01445-88 |
Токарный участок |
|
8. Ангидрит хромовый ГОСТ2548-77 |
Травление |
|
9. Кислота серная ГОСТ4204-77 |
Травление |
|
10.Кислота азотная ГОСТ4461-77 |
Травление |
|
11.Ингибитор ПБ-5 ТУ6-01-28-92 |
Травление |
Обработка деталей "Кольцо внутреннее" и "Кольцо наружное" производится с использованием большого количества оборудования, что является причиной большой вероятности получения травм рабочими. Основными мероприятиями по предупреждения травм является:
- установка защитных экранов на токарных станках (они полностью закрывают зону резанья и дают возможность наблюдать за процессом резанья без средств индивидуальной защиты);
- установка на движущиеся части станков и механизмов защитных кожухов;
- установка на шлифовальных станках защитных сооружений и пылеотсасывающих устройств.
Защитные ограждения и кожухи на станках и механизмах выполнены согласно ГОСТ 12.2.062-81.В основу безопасности технологического процесса положены ГОСТ 12.3.002-75 и ГОСТ 12.3.025-80, предусматривающие конструкции станков и механизмов с ограждениями для предупреждения травм от движущихся частей станков согласно ГОСТ12.2.003-74. Средства индивидуальной защиты, применяемые на участке обработки детали, соответствуют требованиям ГОСТ 12.3.025-80. С целью привлечения внимания все органы управления и опасные зоны оборудования окрашены в желтый и красный цвета.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.