|
МГУИЭ |
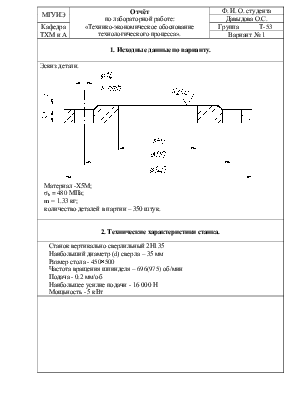
Отчётпо лабораторной работе: «Технико-экономическое обоснование технологического процесса». |
Ф. И. О. студента |
||||||||
|
Давыдова О.С. |
||||||||||
|
Кафедра ТХМ и А |
Группа |
Т-53 |
||||||||
Вариант № 1 |
||||||||||
|
1. Исходные данные по варианту. |
||||||||||
|
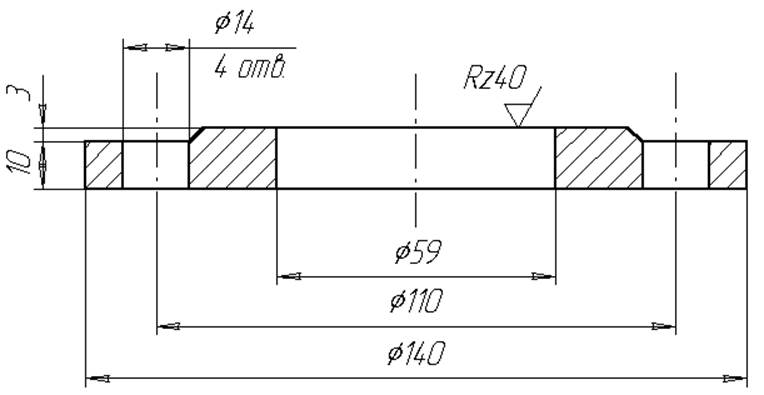
Эскиз детали.
Материал -Х5М;σb = 480 МПа; m = 1.33 кг; количество деталей в партии – 350 штук. |
||||||||||
2. Технические характеристики станка. |
||||||||||
|
Станок вертикально сверлильный 2Н135 Наибольший диаметр (d) сверла – 35 мм Размер стола - 450´500 Частота вращения шпинделя – 696(975) об/мин Подача - 0.2 мм/об Наибольшее усилие подачи - 16 000 Н Мощьность - 5 кВт |
||||||||||
|
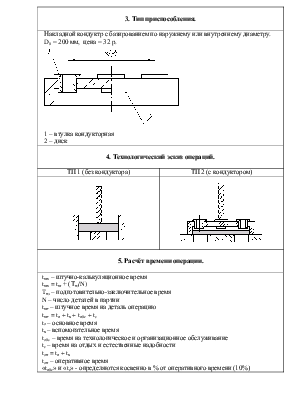
3. Тип приспособления. |
||||||||||
|
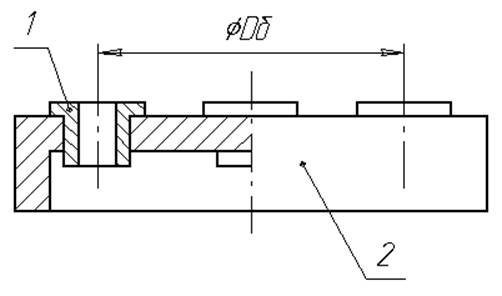
Накладной кондуктр с базированием по наружнему или внутреннему диаметру. Dб = 200 мм, цена = 32 р.
1 – втулка кондукторная 2 – диск |
||||||||||
|
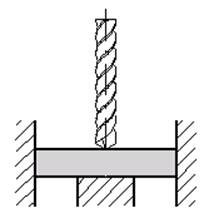
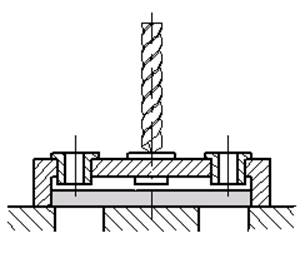
4. Технологический эскиз операций. |
||||||||||
|
ТП 1 (без кондуктора) |
ТП 2 (с кондуктором) |
|||||||||
|
|
|
|||||||||
|
5. Расчёт времени операции. |
||||||||||
|
tшк – штучно-калькуляционное время tшк = tш + (Тпз/N) Tпз – подготовительно-заключительное время N – число деталей в партии tшт – штучное время на деталь операцию tшт = to + tв + toбc + tе tо – основное время tв – вспомогательное время tобс – время на технологическое и организационное обслуживание tе – время на отдых и естественные надобности tоп = to + tв tоп – оперативное время «toбc» и «tе» - определяются косвенно в % от оперативного времени (10%) |
||||||||||
|
tшт = tоп ´ (1 + 10/100) tоп = tо + i ´ (tу + tп) tо = tм tм – машинное время tм = (lр ´ i)/(n ´ s) i – число переходов сверла = число отверстий = 4 lp – длина обработки lp(ч) – чистовое сверление lp(п) – предварительное сверление lp = l + l1 + l2 l = h l1 + l2 – величина врезания и пробега инструмента l1 + l2 = f( d св ) |
||||||||||
|
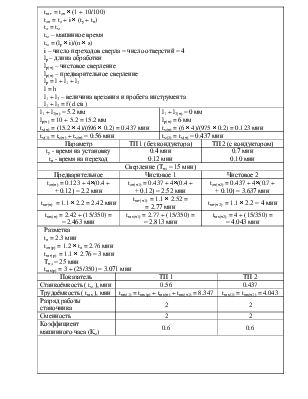
l1 + l2(ч) = 5.2 мм lp(ч) = 10 + 5.2 = 15.2 мм tм(ч) = (15.2 ´ 4)/(696 ´ 0.2) = 0.437 мин |
l1 + l2(п) = 0 мм lp(п) = 6 мм tм(п) = (6 ´ 4)/(975 ´ 0.2) = 0.123 мин |
|||||||||
|
tм(1) = tм(ч) + tм(п) = 0.56 мин |
tм(2) = tм(ч) = 0.437 мин |
|||||||||
|
Параметр |
ТП 1 (без кондуктора) |
ТП 2 (с кондуктором) |
||||||||
|
tу - время на установку tп - время на переход |
0.4 мин 0.12 мин |
0.7 мин 0.10 мин |
||||||||
|
Сверление (Тпз = 15 мин) |
||||||||||
|
Предварительное |
Чистовое 1 |
Чистовое 2 |
||||||||
|
tоп(п) = 0.123 + 4´(0.4 + + 0.12) = 2.2 мин |
tоп(ч1) = 0.437 + 4´(0.4 + + 0.12) = 2.52 мин |
tоп(ч2) = 0.437 + 4´(0.7 + + 0.10) = 3.637 мин |
||||||||
|
tшт(п) = 1.1 ´ 2.2 = 2.42 мин |
tшт(ч1) = 1.1 ´ 2.52 = = 2.77 мин |
tшт(ч2) = 1.1 ´ 2.2 = 4 мин |
||||||||
|
tшк(п) = 2.42 + (15/350) = = 2.463 мин |
tшк(ч1) = 2.77 + (15/350) = = 2.813 мин |
tшк(ч2) = 4 + (15/350) = = 4.043 мин |
||||||||
Разметкаto = 2.3 мин tоп(р) = 1.2 ´ to = 2.76 мин tшт(р) = 1.1 ´ 2.76 = 3 мин Тпз = 25 мин tшк(р) = 3 + (25/350) = 3.071 мин |
||||||||||
Показатель |
ТП 1 |
ТП 2 |
||||||||
|
Станкоёмкость ( tм ), мин |
0.56 |
0.437 |
||||||||
|
Трудоёмкость ( tшк ), мин |
tшк(1) = tшк(р) + tшк(п) + tшк(ч1) = 8.347 |
tшк(1) = tшк(ч1) = 4.043 |
||||||||
|
Разряд работы станочника |
2 |
2 |
||||||||
|
Сменность |
2 |
2 |
||||||||
|
Коэффициент машинного часа (Км) |
0.6 |
0.6 |
||||||||
|
6. Расчёт себестоимости. |
||||||||||
|
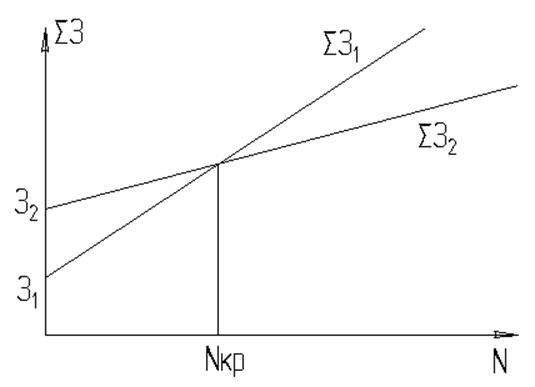
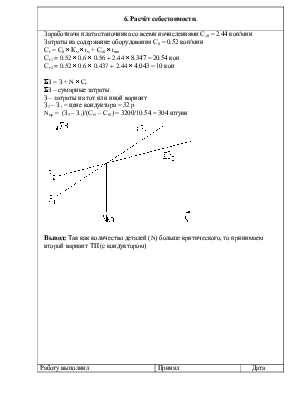
Заработначя плата станочника со всеми начислениями Сзб = 2.44 коп/мин Затраты на содержание оборудования Сб = 0.52 коп/мин Ст = Сб ´ Км ´ tм + Сзб ´ tшк Ст1 = 0.52 ´ 0.6 ´ 0.56 + 2.44 ´ 8.347 = 20.54 коп Ст2 = 0.52 ´ 0.6 ´ 0.437 + 2.44 ´ 4.043 = 10 коп SЗ = З + N ´ Ст SЗ – сумарные затраты З – затраты на тот или иной вариантЗ2 – З1 = цене кондуктора = 32 р Nкр = (З2 – З1)/(Ст1 – Ст2) = 3200/10.54 = 304 штуки
Вывод: Так как количество деталей (N) больше критического, то принимаем второй вариант ТП (с кондуктором) |
||||||||||
|
Работу выполнил |
Принял |
Дата |
||||||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.