|
МГУИЭ |
Отчёт по лабораторной работе: «Сборка лопастного насоса». |
ФИО студента |
|||||||||||||||||||||||
|
Балакирев И.С. |
|||||||||||||||||||||||||
|
Группа Т-51 |
|||||||||||||||||||||||||
|
Кафедра ТМ и М |
Вариант 4 |
||||||||||||||||||||||||
|
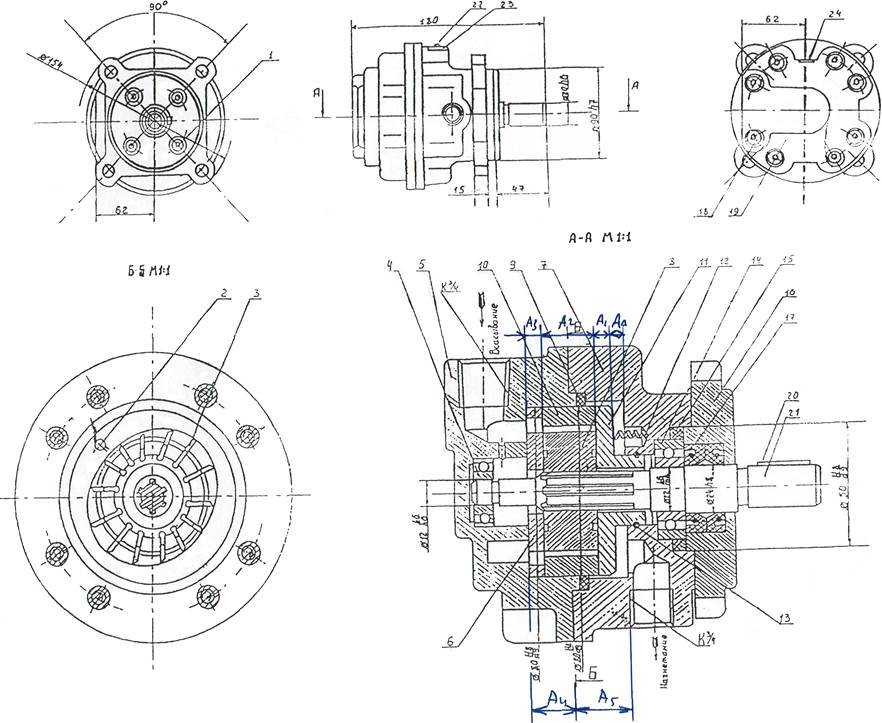
1. Назначение объекта. Насос служит для поддержания давления в гидравлических системах. В металлорежущих станках — для обеспечения точных перемещений.
1 – винт, 2 – штифт, 3 – лопатка, 4 – шарикоподшипник, 5 – крышка, 6 – диск плоский, 7 – корпус, 8 – ротор, 9 – кольцо, 10 – статор, 11 – диск с шейкой, 12 – пружина, 13 – кольцо, 14 – шарикоподшипник, 15 – кольцо, 16 – фланец, 17 – манжета, 18, 19 – винты, 20 – шпонка, 21 – вал, 22 – табличка фирменная, 23 – заклёпка, 24 – табличка-стрелка. 2. Основные технические требования. Должны обеспечиваться необходимые подача, напор, мощность и, конечно же, КПД. С конструкционной точки — лёгкость проворачивания вала от руки. 3. Обеспечение метода сборки. |
|||||||||||||||||||||||||
|
Исходные данные: |
|||||||||||||||||||||||||
|
№ варианта |
Годовая программа выпуска, шт. |
Количество смен на предприятии |
|
Предельные размеры замыкающего звена |
Технологические возможности механообработки на донном производстве |
Трудоёмкость сборки изделия, ч |
|||||||||||||||||||
|
4 |
12000 |
1 |
4,5 |
|
IT11 |
от 0,25 до 2,5 |
|||||||||||||||||||
|
Сняв размеры звеньев разменной цепи с чертежа и пользуясь таблицей квалитетов, определим значения допусков на соответствующие размеры. Составим таблицу. |
|||||||||||||||||||||||||
|
Условное обозначение |
Номинальный размер звена, мм |
Квалитет |
Отклонения: |
Допуск |
|||||||||||||||||||||
|
|
8 |
|
|
0,09 |
|||||||||||||||||||||
|
|
25 |
|
|
0,13 |
|||||||||||||||||||||
|
|
7 |
|
|
0,09 |
|||||||||||||||||||||
|
|
20 |
|
|
0,13 |
|||||||||||||||||||||
|
|
23 |
|
|
0,13 |
|||||||||||||||||||||
|
Допуск на замыкающий размер.
Определим сумму допусков всех звеньев.
Поскольку условие полной взаимозаменяемости Условие выполнения неполной
взаимозаменяемости:
Таким образом, приходим к выводу, что обеспечение точности сборки происходит методом подгонки за счёт детали 6 — диск плоский. Определим условия обеспечения полной взаимозаменяемости. Определим значения единицы
допуска |
|||||||||||||||||||||||||
|
Размер |
8 |
25 |
7 |
20 |
23 |
||||||||||||||||||||
|
|
0,9 |
1,31 |
0,9 |
1,31 |
1,31 |
||||||||||||||||||||
|
А) Определение среднего числа единиц допуска в размерах цепи.
где где Значению А) Определение среднего числа единиц допуска в размерах цепи.
где где Значению 4. Разработка технологической схемы. 1) 3) 5) 5. Разработка маршрутно-операционной карты. |
|||||||||||||||||||||||||
|
Маршрутно-операционная карта сборки |
Наименование изделия |
Насос лопастной |
Группа |
Т-51 |
|||||||||||||||||||||
|
Ф.И.О. студента |
Балакирев И. С. |
||||||||||||||||||||||||
|
Номер варианта |
4 |
Преподаватель |
Матвеев А. П. |
||||||||||||||||||||||
|
№ оп. |
№ пер. |
Наименование операции и содержание переходов |
Операционный эскиз |
Оборудование |
Приспособления |
Инструмент рабочий |
Инструмент измерительный |
Режим работы |
Штучное время |
||||||||||||||||
|
I |
1 |
Сборка корпуса (I сб. 7): закрепить табличку фирменную 22 на корпусе 7 с помощью 2-х заклёпок 23. |
|||||||||||||||||||||||
|
II |
1 |
Сборка вала (I сб. 21): запрессовать шарикоподшипник 14 на вал 21. |
|||||||||||||||||||||||
|
III |
1 |
Сборка фланца (I сб. 16): установить 2 манжеты 17 во фланец 16. |
|||||||||||||||||||||||
|
IV |
1 |
Сборка диска с шейкой (I сб. 11): надеть кольцо 13 на диск с шейкой 11. |
|||||||||||||||||||||||
|
V |
1 |
Сборка ротора (I сб. 8): закрепить 17 лопаток 3 на роторе 8. |
|||||||||||||||||||||||
|
VI |
1 |
Сборка крышки (I сб. 5): закрепить табличку-стрелку 24 на крышке 5 с помощью 2-х заклёпок 23. |
|||||||||||||||||||||||
|
VII |
Сбор насоса. |
||||||||||||||||||||||||
|
1 |
Установить вал (I сб. 21) в корпус I сб. 21; |
||||||||||||||||||||||||
|
2 |
Поместить кольцо 15 в паз между корпусом I сб. 7 и шарикоподшипником 14; |
||||||||||||||||||||||||
|
3 |
Привернуть фланец (I сб. 16) к корпусу I сб. 7 четырьмя винтами 1; |
||||||||||||||||||||||||
|
4 |
Установить штифт 2 в отверстие корпуса I сб. 7; |
||||||||||||||||||||||||
|
5 |
Установить пружину 12 в отверстие корпуса I сб. 7; |
||||||||||||||||||||||||
|
6 |
Установить диск с шейкой I сб. 11 в корпус I сб. 7; |
||||||||||||||||||||||||
|
7 |
Установить ротор I сб. 8 на вал I сб. 21; |
||||||||||||||||||||||||
|
8 |
Установить статор 10 в корпус I сб. 7; |
||||||||||||||||||||||||
|
9 |
Поместить кольцо 9 в паз между статором 10 и корпусом I сб. 7; |
||||||||||||||||||||||||
|
10 |
Одеть диск плоский 6 на вал I сб. 21; |
||||||||||||||||||||||||
|
11 |
Напрессовать шарикоподшипник 4 на вал I сб. 21; |
||||||||||||||||||||||||
|
12 |
Привернуть крышку I сб. 5 к корпусу I сб. 7 6-ю винтами 19 и 2-мя винтами 18; |
||||||||||||||||||||||||
|
13 |
Запрессовать шпонку 30 в паз вала I сб. 21. |
||||||||||||||||||||||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.





 ,
, ,
, ,
, ,
, 2)
2) 
 4)
4) 
 6)
6) .
.