Применяются защитные подвижные и неподвижные экраны, ограждающие опасную зону, сблокированные с механизмом смыкания форм. Устройство этого ограждения полностью исключает возможность работы механизма смыкания после перемещения ограждения в любое положение кроме исходного, т.е. в положение "Закрыто". Защитное устройство литьевой машины состоит из трех элементов: переднего, верхнего и заднего ограждений. Верхнее и заднее ограждения неподвижны и представляют собой кожуха из листового металла, имеющего перфорацию в виде сетки. Простота конструкции и надежность защитного действия обеспечивают полную изоляцию подвижных рабочих органов узла смыкания форм. Переднее ограждение состоит из двух щитков: рабочего, неподвижного. Рабочий щиток выполнен в виде дверцы, которая закрывает опасную зону литьевых форм во время работы автомата. Подвижная дверца состоит из жесткого каркаса, внутрь которого вмонтировано оргстекло и перемещается по двум направляющим.
Ограждение сблокировано таким образом, что при его открытии прекращается передвижение подвижной плиты механизма запирания.
Это достигается установкой специального гидравлического золотника блокировки, который предназначен для прекращения подачи масла в рабочую полость гидроцилиндра смыкания форм при открытой дверце ограждения.
Золотник блокировки кронштейном крепится к внутренней поверхности корпуса станины агрегата. На переднюю (внешнюю) стенку станины выведен через втулку нажимной рычаг. Золотник состоит из корпуса и притертого к нему плунжера. При закрытой двери ограждения золотник под действием пружины находится в верхнем положении. Масло через отверстие, полости и отверстие поступает к цилиндру запирания. При открытии дверцы ограждения последняя нажимает на рычаг, который поворачивается и планкой отжимает плунжер вниз. При этом полости разобщаются средним пояском плунжера, полость соединяется с полостью, а полость с полостью. Полости через отверстия соединяются со сливом в масляный бак. Таким образом, при открытии дверцы питающая магистраль и рабочая полость гидроцилиндра запирания соединяются со сливом. Отверстия служат для слива утечек.
Такая гидравлическая блокировка с использованием золотника недостаточно надежна, так как она допускает работу машины при снятом ограждении. Не исключена опасность выхода из строя блокировки при поломке пружины и заклинивании ее обломками плунжера. Чтобы блокировка была надежной установлена электрическая блокировка, действующая независимо от гидравлической блокировки.
Для этого в цепи управления литьевой машины устанавливают электрический концевой выключатель, который срабатывает одновременно с гидравлической блокировкой при перемещении подвижной дверцы. Тем самым прекращается подача электрического тока электромагнитам системы управления элементами гидросхемы.
Устройства для защиты обслуживающего персонала от вибрации и воздействия токсичных летучих веществ. [15]
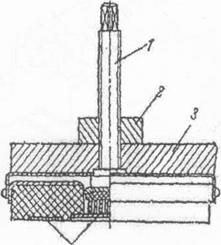
Применение амортизирующих подкладок при установке литьевого оборудования на фундамент позволяет значительно уменьшить вибрационноевоздействие работающих машин на конструкцию цеха и следовательно на обслуживающий персонал. На рис. 8 представлен один из амортизаторов, на которые устанавливают промышленные литьевые машины. Корпус станины агрегата 3 соединен гайкой 2 со штифтом 1 амортизатора. Вибрационное воздействие воспринимается и ослабляется упругими резиновыми элементами 4.
|
|
рис. 8. Амортизатор ДЛЯ установки литьевой машины.
Защита работающих на литьевых машинах от воздействия вредных веществи пыли достигается системой приточно-вытяжной вентиляции. Каждая литьеваямашина снабжена одним вытяжным зонтом. Скорость движения воздуха устанавливается в пределах 0.7-1.6М/Св зависимости от типа машины иперерабатываемого материала, скорость отсоса воздуха 350-400MJ/4. Над загрузочным отверстием шкафов и бункеров необходим также устанавливатьвытяжные зонты. Кромеместной должна быть предусмотрена общеобменнаявентиляция производственных помещений. Для уменьшения выделения пылинеобходимо механизировать и автоматизировать операции по транспортировке и загрузке материалов в бункера литьевых машин.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.