
























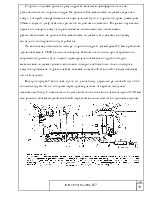









компенсации температурных деформаций, возникающих во время запаривания изделий, к корпусу автоклава при монтаже приваривают восемь подвижных роликовых опор 25 и одну неподвижную опору 29. Подвижными опорами корпус при монтаже устанавливают на ролики диаметром 112 мм с промежуточным устройством типа рейка-шестерня. На крайней подвижной опоре автоклава укреплена стрелка с линейкой и реперное устройство 21, которое показывает линейное расширение корпуса автоклава при нагреве и отсутствии защемления опор.
При эксплуатации автоклавов СМС-171 и 2X40 м принята автоматизированная система непрерывного отвода конденсата, состоящая из сосуда 19 для накопления конденсата и отстаивания содержащихся в нем твердых частиц, электродов-преобразователей верхнего, нижнего и аварийного уровней конденсата с регулятором-сигнализатором уровня 17, запорного вентиля 18 с электромагнитным приводом для выпуска конденсата из накопителя.
Электрод-преобразователь верхнего уровня через блок управления открывает вентиль 20 для стока конденсата, электрод-преобразователь нижнего уровня закрывает вентиль.
Электрод-преобразователь аварийного уровня устанавливают на высоте линии стока. Он предназначен для сигнализации в случае нарушения нормальной работы системы и возникновения опасности утечки пара.
Нижняя часть сосуда служит отстойником и сборником осадка. Накопленный осадок периодически удаляют, промывая сосуд конденсатом под давлением. Давление в паровых отсеках автоклава выправляют с помощью уравнительной линейки.
Для крепления крышек автоклавы оборудуют быстродействующими байонетными затворами. Стопорное устройство и сигнально-блокировочная система автоклава обеспечивают возможность впуска пара в автоклав только при правильном и полном закрытии крышки. Чтобы между крышкой и автоклавом не оставалось щели, через которую может выходить пар, в автоклавах ставят резиновую уплотнительную прокладку 12. Для снижения потерь теплоты поверхность автоклавов и всех паропроводящих магистралей покрывают теплоизоляцией.[1]
5.3 Режим автоклавной обработки кирпича-сырца
Полный цикл автоклавной обработки ("запаривания") кирпича-сырца состоит из следующих операций: очистка и загрузка автоклава; закрытие крышек; перепуск пара из другого автоклава; впуск насыщенного пара и доведение рабочего давления до постоянной величины; выдержка при постоянном давлении, перепуск пара в другой автоклав; сброс конденсата, выпуск остаточного пара в атмосферу; открытие крышек; выгрузка автоклава.
Перед загрузкой вагонетками с кирпичом-сырцом очищают автоклав от посторонних предметов, от россыпи смеси, завалов кирпича, проверяют состояние рельсовых путей внутри автоклава, очищают выходной фланец конденсатоотвода.
Автоклав загружают вагонетками с кирпичом-сырцом электропередаточными мостами, оборудованными механическими заталкивателями, при помощи которых вагонетки подают в автоклав.
Во время загрузки автоклава следят за тем, чтобы вагонетки
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.