

















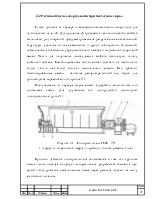

























стороне бункера-накопителя смесителя для регулирования потока высушенной глины установлен дисковый питатель Далее высушенная глина конвейером № 12 направляется в приёмную воронку стержневого смесителя для получения порошка. При вращении барабана под действием падающих и перекатывающихся стержней измельчается и через выгрузочную сторону смесителя сбрасывается на ленточный конвейер № 13 и №6 Влажность глины, поступающей в смеситель, должна быть не более 9%.
Далее полученный порошок с ленточного конвейера № 6 поступает в приёмную воронку элеватора №2 с выгрузкой через струнное диагональное сито №2. Необходимая фракция загружается в бункер-накопитель, а не прошедшая черезт сито, повторно направляется на доизмельчение в приёмный бункер стержневого смесителя.
Подготовленный для формования пресс порошок из накопительного бункера с помощью элеватора № 3, а также ленточного конвейера № 1 подаёт подготовленный порошок в бункера прессов для последующего его прессования Отформованный кирпич-сырец от прессов по рольгангу поступает на реверсивный конвейер.
Отобранный качественный кирпич-сырец отбирается вручную и укладывается по установленной схеме пакетами на печную вагонетку. Брак-сырец конвейерами №7, 8, 2 направляется на повторную переработку через вальцы грубого помола с возвратом ленточными конвейерами в приёмный бункер ленточного питателя. Загруженные сырцом печные вагонетки электропередаточной тележкой подаются в камерные сушилки тупикового типа вместимостью 12 вагонеток. Для досушки кирпича-сырца используются отработанные дымовые газы, отбираемые из туннельной печи.
После сушки печные вагонетки с кирпичом-сырцом электропередаточной тележкой загружаются по установленному графику в туннельную печь для обжига.
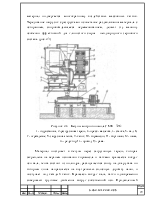
Обжиг кирпича производится в туннельной печи по установленной режимной карте. В качестве теплоносителя используется газообразное топливо. На печи установлено 24 горелки.
Туннельная печь оборудована:
- вентилятором на отборе дымовых газов;
- вентиляторами систем рециркуляции зоны подготовки;
- вентилятором на охлаждении кирпича;
- системой КИП по режиму контроля за работой печи.
Загрузка вагонеток в печь производится винтовым толкателем по шагу толкания на одну позицию. Отбор обожжённого кирпича и передача его по месту разгрузки и сортировки выполняется электропередаточной тележкой и винтовым толкателем.
Отсортированная готовая продукция с помощью козлового крана и специальных захватов загружается потребителю или складируется в пакеты для последующей реализации.
Основными технологическими операциями являются:
1.Грубый помол сырья
2.Сушка в сушильном барабане. Возможна сушка тонкого помола глиняного сырья с сушкой при использовании шахтной мельницы [1,30,31].
После помола дробленую массу увлажняют до 12% и отправляют на полусухое прессование с последующим обжигом.
Использование менее влажной формовочной массы при полусухом способе формования дает значительный экономический эффект:
1) Металосодержание почти в 3 раза меньше.
2) Трудосодержание на 26-30% меньше в сравнении с пластическим.
3) Исключается сушка сырца, уменьшается общая длительность изготовления изделия.
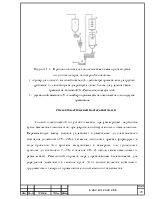
Шликерный способ подготовки сырьевых масс
Шликерный способ подготовки сырьевых масс наиболее целесообразно использовать для глин, которые характеризуются повышенной влажностью
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.