











Содержание
Введение. 2
1 Общая часть. 3
1.1 Краткая характеристика предприятия. 3
1.2 Обоснование необходимости технического мероприятия. 4
1.3 Основная экономическая суть проекта. 5
2 Расчётная часть. 6
2.1 Расчёт капитальных затрат. 6
2.2 Базовая калькуляция себестоимости. 7
2.3 Пересчёт статей калькуляции. 9
2.4 Проектная калькуляция себестоимости после реконструкции. 13
2.5 Расчет технико-экономических показателей проекта. 15
2.6 Технико-экономические показатели проекта. 16
Заключение. 17
Список используемы источников. 18
Введение
Выксунский металлургический завод - один из старейших центров металлургической промышленности России - основан в 1757 году.
Сегодня ВМЗ является крупнейшим отечественным производителем электросварных прямошовных труб различного диаметра для добычи и транспортировки нефти и газа, строительства, жилищно-коммунальной сферы. Трубы изготавливаются из листовой стали, прошедшей 100% автоматизированный ультразвуковой контроль. Потенциальная мощность трубного производства ВМЗ – более 2 млн. тонн труб в год.
Выксунский завод – крупнейший мировой производитель цельнокатаных железнодорожных колес для пассажирских и грузовых вагонов, локомотивов и поездов метрополитена.
ВМЗ является одним из наиболее технически оснащенных и модернизированных металлургических производств в России. Технология и оборудование ВМЗ соответствуют самым высоким международным стандартам. Высокое качество продукции завода подтверждено многочисленными российскими и зарубежными сертификатами. Достижения ВМЗ отмечены престижными премиями и наградами.
Сталеплавильное производство на заводе представлено двумя мартеновскими печами емкостью 250 тонн каждая. Мартеновский цех специализируется на выпуске колесной стали по ГОСТ 10791-81/1/ и кипящих марок стали: Ст1кп, Ст2кп, Ст3кп по ГОСТ 380-88 12.1
1 Общая часть
1.1 Краткая характеристика предприятия
Трубоэлектросварочный цех № 3 (ТЭСЦ 3) выпускает трубы диаметром 203 - 530 мм для газонефтепроводов, технологических промысловых трубопроводов, конструкций различного, в т.ч. и ответственного назначения.
ТЭСЦ-3 был запущен в работу, в декабре 1977 года. В 2002 – 2008 г.г. – подвергся кардинальной реконструкции, вплоть до изменения технологических линий и создания новых производств. В составе современного цеха - трубоэлектросварочный стан ТЭСА 203-530 с системой автоматического регулирования процесса сварки, участок объемной термообработки труб, где возможно проводить любые виды термической обработки: отпуск, нормализацию, закалку и закалку с отпуском, два участка отделки труб, оснащенные полным комплексом средств неразрушающего контроля труб: УЗК шва, УЗК тела, УЗК концов труб.
В процессе производства все трубы проходят многоступенчатый контроль качества: как разрушающий, так и неразрушающий: автоматическим ультразвуковым дефектоскопом в линии стана и после гидравлического испытания, ручным ультразвуковым дефектоскопом, механические и 100% гидроиспытания.
Механические свойства основного металла и сварного шва труб определяются при испытаниях на растяжение, ударную вязкость, сплющивание и загиб.
1.2 Обоснование необходимости технического мероприятия
В связи с активным развитием нефтегазовой добывающей промышленности возрос спрос на прямошовные сварные трубы различного сортамента. Все больше внимания уделяется качеству сварных труб, а также характеристикам, которые важны при прокладке трубопроводов высокого давления. Для того чтобы соответствовать современному трубопрокатному производству, предприятиям нашей страны необходимо:
· Увеличить сортамент и производственные мощности;
· Обеспечить гибкость производства, т.е. быстрый переход на новый типоразмер трубы;
· Добиться более высокого качества конечного продукта.
Калибровочный стан является тем участком технологической линии, который наиболее сильно влияет как на сортамент, качество продукции так и на объем выпуска.
Для усиления позиций на быстрорастущем рынке труб для магистральных трубопроводов руководством АО «ВМЗ» было принято решение о техническом перевооружении ТЭСА 203-530.
После модернизации цех сможет производить выпуск профильных труб прямоугольного и квадратного сечения в диапазоне от 160х160 до 400х400 мм.
Модернизация оборудования, расширение сортамента продукции и улучшение ее качественных характеристик позволят увеличить объем производства труб в ТЭСЦ-3 до 665 тыс. тонн в год.
1.3 Основная экономическая суть проекта
Установка стана калибровочного стана фирмы Nippon Steel Corporation.
Преимущества использования калибровочного стана:
· Возможность выпуска профильных труб прямоугольного и квадратного сечения в диапазоне от 160х160 до 400х400мм.;
· Повышение качества и класса прочности получаемой продукции. После перевооружения цех в комплексе, ТЭСЦ стал производить нефтегазопроводные трубы класса Х80 (К65) с толщиной стенки до 12,7 мм всего диапазона диаметров от 219 до 530 мм, в том числе, гарантированного уровня качества коррозионностойкие и хладостойкие трубы;
· Увеличение объема производства труб до 665 тыс. тонн в год;
2 Расчётная часть
2.1 Состав и расчёт капитальных
затрат ![]() ,
тыс.руб., вычисляют по формуле
,
тыс.руб., вычисляют по формуле
![]() ;
;
где Соб – стоимость устанавливаемого оборудования, тыс руб;
Смон – стоимость монтажа оборудования, тыс руб;
Сдем – стоимость демонтажных работ, тыс руб;
Спр – стоимость проектных работ, тыс руб;
Сф – стоимость фундаментных работ, тыс руб;
ПН – плановые накопления, тыс руб;
Среал – стоимость реализации демонтируемого оборудования работ, тыс руб;
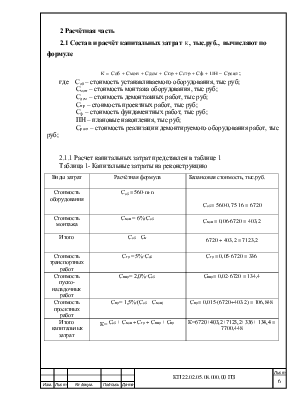
2.1.1 Расчет капитальных затрат представлен в таблице 1
Таблица 1- Капитальные затраты на реконструкцию
|
Виды затрат |
Расчётная формула |
Балансовая стоимость, тыс.руб. |
|
Стоимость оборудования |
Соб = 560·m·n |
Соб = 560·0,75·16 = 6720 |
|
Стоимость монтажа |
Смон = 6%·Соб |
Смон = 0,06·6720 = 403,2 |
|
Итого |
Соб + См |
6720 + 403,2 = 7123,2 |
|
Стоимость транспортных работ |
Стр = 5%·Соб |
Стр = 0,05·6720 = 336 |
|
Стоимость пуско-наладочных работ |
Спнр= 2,0%·Соб |
Спнр= 0,02·6720 = 134,4 |
|
Стоимость проектных работ |
Спр= 1,5%·(Соб + Смон) |
Спр= 0,015·(6720+403.2) = 106,848 |
|
Итого капитальных затрат |
К= Соб + Смон + Стр + Спнр + Спр |
К=6720+403,2+7123,2+336+ 134,4 = 7700,448 |
2.2 Базовая калькуляция себестоимости
Базовая калькуляция себестоимости представлена в таблице 2
Таблица 2 – Базовая калькуляция себестоимости продукции
|
Статьи затрат |
На единицу годного |
||
|
Цена, руб./ед.рес. |
Кол-во ед. |
Сумма, руб./т |
|
|
ресурса |
|||
|
1 |
2 |
3 |
4 |
|
Задано, т |
|||
|
Листовая сталь |
21550 |
1,0549 |
22735,25 |
|
Итого задано: |
|||
|
Отходы, т |
|||
|
Лом негабаритный |
10000 |
0,046 |
460 |
|
Стружка витковая |
2500 |
0,0009 |
2,5 |
|
Грат |
1120 |
0,004 |
4,48 |
|
Окалина |
550 |
0,001 |
0,55 |
|
Брак |
9020 |
0,003 |
27,06 |
|
Итого отходов и брака |
0,0549 |
494,59 |
|
|
Задано за вычетом отходов |
23229,84 |
||
|
Производственная себестоимость |
|||
|
Коммерческие расходы |
356,9 |
||
|
Полная себестоимость |
27013,676 |
||
|
Расходы по переделу и общезаводские |
|||
|
Электроэнергия, кВт.ч |
2,4 |
69,7 |
167,28 |
|
Вода техническая, м. куб. |
2 |
0,8 |
1,6 |
|
Продолжение таблицы 2 |
|||
|
1 |
2 |
3 |
4 |
|
Вода оборотная, м. куб. |
2,28 |
19,5 |
44,46 |
|
Сжатый воздух, тыс.м |
383,2 |
0,13 |
49,816 |
|
Итого |
263,156 |
||
|
Вспомогателные материалы |
16,94 |
||
|
Фонд оплаты труда |
820,25 |
||
|
Единый социальный налог |
341,25 |
||
|
Сменное оборудование |
127,43 |
||
|
Ремонт и содержание осн. средств |
313,01 |
||
|
Амортизация |
535,18 |
||
|
Работа транспортных цехов |
24,63 |
||
|
Прочие расходы по цеху |
71,26 |
||
|
Итого |
2249,95 |
||
|
Итого расходов по переделу |
2513,106 |
||
|
Нормализация |
322,58 |
||
|
Цеховая себестоимость |
26065,526 |
||
|
Общезаводские расходы |
591,25 |
||
|
Производственная себестоимость |
26656,776 |
2.3 Пересчёт статей калькуляции
2.3.1 Изменение объёма производства
2.3.1.1 Баланс времени работы оборудования до реконструкции представлен в таблице 3
Таблица 3 - Баланс времени работы оборудования до реконструкции
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.