









Министерство труда и занятости населения Новосибирской области
ГБОУ СПО НСО “Новосибирский приборостроительный техникум Б.С.Галущака”
Межпредметное задание №1
Тема: Рассчитать и изготовить валик (без резьбы) верхних салазок к станку 4А616
Разработал:
учащийся гр. Т9-133
Проверил:
преподаватель
Новосибирск 2013.
Введение:
II вариант
Исходные данные:
1.Размеры винта:
Общая длина – 72 ± 0,4 мм, высота головки – 12 мм
Диаметр головки – 18-0,15 мм
Диаметр основной части – 12-0,1 мм
На торцах диаметров 18 и 12 мм – фаски соответственно 0,5х45® и 1,8х45®
2.Частота обработки:
а) На диаметре 18 мм, на его торце и уступе – по 6 кг б) Остальные поверхности по 3-ему классу.
3.Пропуск по обработке выбирать по диаметру 18 мм
4.Материал –
сталь 45
Выполнение работы:
1)Вычертить деталь по данным размерам
![]()
![]()
![]() 0,5х45®
0,5х45®
![]()
![]()
![]()
![]()
![]()
![]()
![]() 12
12
Ф18-0,15 Ф12-0,1
72 ± 0,4
2)Определить:
а) Номинальные размеры б) Допуски размеров в) Действительные размеры после изготовления г) Графически изобразить поля допусков
Решение:
а)
—72 ±0,4 мм; Номинальный размер = 72
—18 -0,15 мм; Номинальный размер = 18
—12 -0,1 мм; Номинальный размер = 12
б)
1)72 ±0,4 мм;
es = 0,4 мм ; ei = -0,4 мм;
dнаиб = d + es = 72 + 0,4 = 72,4 мм
dнаим = d – ei = 72 - 0,4 = 71,6 мм
To = dнаиб – dнаим = 72,4 - 71,6 = 0,8 мм
2)18 -0,15 мм;
es = 0 мм ; ei = - 0,15 мм;
dнаиб = d + es = 18 + 0 = 18 мм
dнаим = d – ei = 18 - 0,15 = 17,85 мм
To = dнаиб – dнаим = 18 - 17,85 = 0,15 мм
3)12 -0,1 мм;
es = 0 мм ; ei = - 0,1 мм;
dнаиб = d + es = 12 + 0 =12 мм
dнаим = d – ei = 12 - 0,1 = 11,9 мм
To = dнаиб – dнаим = 12 – 11,9 = 0,1 мм в)
Действительный размер – этот тот размер который получен после измерения
Г)
72 ±0,4 мм;
![]() 0,4
0,4
![]()
![]()
![]()
![]()


 72,4
72,4
![]()

![]() 72
72
![]()
![]() 71,6
71,6
- 0,4
18 -0,15 мм;
![]()
![]()


![]() 0
18
0
18
![]() 18
18
![]() 0,15
0,15
17,85
12 -0,1 мм;
 |
0 ![]()
![]()
![]()

 12
12
![]()
![]()
![]() 12
12
-0,1 11,9
Задание № 3
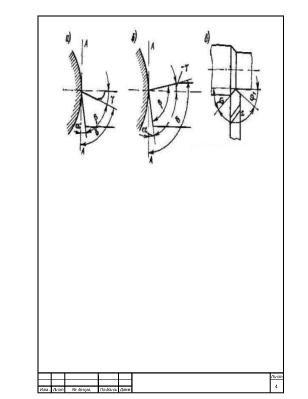
Изобразить резец, которым будет вестись обработка, показать главные углы, описать их значения
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() А
А
![]()
![]()
 Б
Б
![]()
![]()
 20®
20®
![]()
![]() 5®
5®
![]()
![]()
![]()
![]() 7®
7®
![]()
![]()

![]()
![]()
![]()
![]()

![]()
![]()
![]()
![]() Б
Б
А
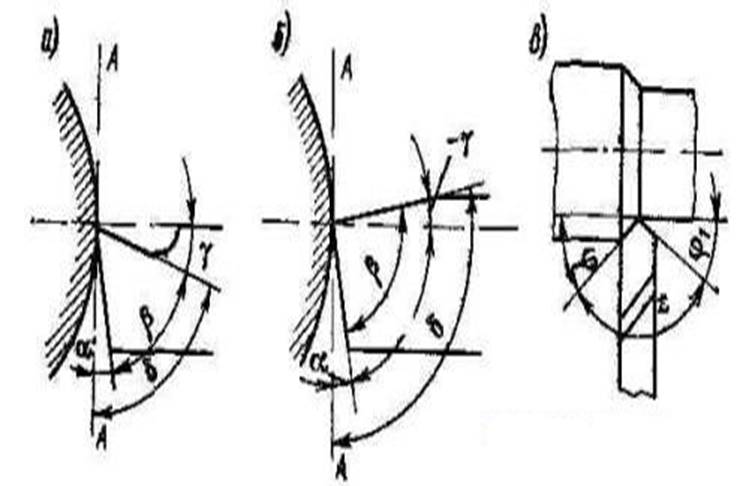
Задним углом α (альфа) называется угол между главной задней поверхностью и плоскостью резания.
Задний угол α служит для уменьшения трения между задней поверхностью резца и обрабатываемой деталью. Уменьшая трение, тем самым уменьшаем нагрев резца, который благодаря этому меньше изнашивается. Однако, если задний угол сильно увеличен, резец получается ослабленным и быстро разрушается.
Передним углом γ (гамма) называется угол между передней поверхностью резца и плоскостью, перпендикулярной к плоскости резания, проведенной через главную режущую кромку.
Передний угол γ играет важную роль в процессе образования стружки. С увеличением переднего угла облегчается врезание резца в металл, уменьшается деформация срезаемого слоя, улучшается сход стружки, уменьшается сила резания и расход мощности, улучшается качество обработанной поверхности. С другой стороны, чрезмерное увеличение переднего угла приводит к ослаблению режущей кромки и понижению ее прочности.
Главным углом в плане φ (фи) называется угол между главной режущей кромкой и направлением подачи.
Угол φ обычно выбирают в пределах 30—90° в зависимости от вида обработки, типа резца, жесткости обрабатываемой детали и резца и способа их крепления.
Резцы, у которых вершина является низшей точкой режущей кромки, т. е. угол λ положительный, получаются более прочными и стойкими; такими резцами хорошо обрабатывать твердые металлы, а также прерывистые поверхности, создающие ударную нагрузку. При обработке таких поверхностей твердосплавными резцами угол наклона главной режущей кромки доводят до 20—30°. Резцы, у которых вершина — высшая точка режущей кромки, т. е. угол λ отрицательный, рекомендуется применять для обработки деталей из мягких металлов.
Задание № 4
![]()
![]() Изобразить инструмент для проверки
углов резца.
Изобразить инструмент для проверки
углов резца.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() 72®
72®
43®
 |
12
Задание № 5
Указать из какого материала изготовлен резец.
Отогнутый резец используется для отрезки и обточки заготовок и деталей из различных материалов. Данный тип резцов предназначен для работы на автоматизированном и универсальном оборудовании.
Резец проходной отогнутый изготавливается из твердого сплава Т15К6
Это не сталь - это двухкарбидный твердый сплав, а по сути - композиционный материал (т.е. и не сплав вовсе). Состоит из зерен карбида вольфрама, карбида титана и кобальта. Применяется при изготовлении режущих инструментов. Расшифровыватся Со-6%, TiC -15%, WC - остальное Карбиды - это твердая керамика, придающая инструменту твердость и теплостойкость. Эти зерна скреплены металлической связкой - кобальтом, которая
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.