








Повышение производительности труда в значительной мере зависит от правильной организации рабочего места.
Сварочное производство тесно связано с металлургическим, литейным, кузнечно-штамповочным, механосборочным производствами. От них поступает металл и заготовки, их близкое расположение дает реальные преимущества, позволяя сократить время на транспортировку.
Производство сварных конструкций, как правило, включают в себя следующие отдельные цеха или участки: склад металла; заготовительное производство; промежуточный склад заготовок (склад комплектации); отделение общей сборки и сварки конструкций; покрасочный цех; технический контроль; склад готовой продукции.
У каждого отделения сварочного производства имеются рабочие места.
Рабочим местом сварщика является сварочный пост.
Сварочный пост - это специально отведенный участок под рабочее место сварщика, оборудованное источником питания и всеми необходимыми сварщику для работы инструментами и приспособлениями.
Цель курсовой работы: Изучить и разработать производство деталей для вагонных весов «Связь 304-КМД-СВ1»
Для достижения поставленной цели были сформулированы следующие задачи:
К основным задачам для решения данной цели относятся:
- анализ технологической документации
- рассмотрение нормативно-технической документации;
- определение основных принципов организации работ;
- разработка производственного процесса изготовления м/к;
- выявление недостатков организации работ;
- введение своих рекомендаций по улучшению организации работ.
Для решения данных задач я использовал список литературы различных авторов
1.Особенности организации производства для изготовления связей.
В строительной терминологии существует понятие «связи металлоконструкций». Это не что иное, как соединение элементов каркаса в цельную, по-настоящему прочную и устойчивую систему для восприятия ею всевозможных горизонтальных нагрузок. Создание данных конструкций производится по ГОСТ 23118-99 «Конструкции металлические строительные».
В данном ГОСТе указаны общие технические требования, а именно:
1. Конструкции должны удовлетворять установленным при проектировании требованиям по несущей способности (прочности и жесткости) и в случаях, предусмотренных стандартами или техническими условиями, выдерживать контрольные нагрузки при испытаниях нагружением.
2. Конструкции должны быть защищены от коррозии способами, приведенными в проектной документации, в соответствии с требованиями СНиП 2.03.11. В стандартах, технических условиях или проектной документации на конструкции конкретных видов должны быть указаны сроки возобновляемости защитных покрытий
3. Качество очистки поверхности конструкций от жировых загрязнений должно соответствовать второй степени обезжиривания поверхности по ГОСТ 9.402
4. Механические свойства металла сварных соединений, определенные на основе результатов испытаний по ГОСТ 6996, должны соответствовать следующим требованиям: временное сопротивление разрыву металла сварного соединения должно быть не ниже требований, предъявляемых к основному металлу.
5. Образование отверстий производят сверлением или продавливанием на предприятии-изготовителе, за исключением оговоренных в проектной документации.
6. Операционную маркировку наносят на детали и элементы конструкций в процессе проведения всех операций по изготовлению конструкции в соответствии с технологической документацией. Операционная маркировка, как правило, на изготовленной конструкции не сохраняется, за исключением случаев, когда это требование приведено в проектной документации, технических условиях или стандарте на конструкции конкретного вида.
7. Маркировку по трафарету следует производить краской, контрастной по отношению к фону конструкции
8. Все поставляемые конструкции должны быть приняты службой технического контроля изготовителя
Данные пункты служат для полного представления будущего производства. На производстве помимо неразрушающих видов контроля следует периодически производить разрыв и распил сварной конструкции или образцов, чьи швы соответствуют данной конструкции. Так же при приемке материалов производить наплавку металла и последующий спил металла шва для контроля механических и химических соответствий поставляемого материала. Для данного вида металлоконструкции была выбрана сталь С255, она полностью соответствует предъявленным техническим требованиям.
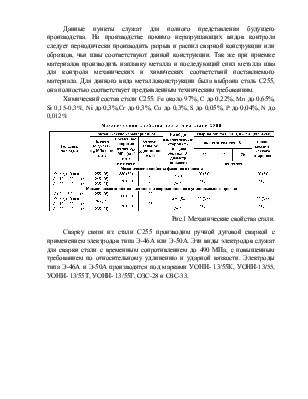
Химический состав стали С255: Fe около 97%, C до 0,22%, Mn до 0,65%, Si 0,15-0,3%, Ni до 0,3%,Cr до 0,3%, Cu до 0,3%, S до 0,05%, P до 0,04%, N до 0,012%
Рис.1 Механические свойства стали.
Сварку связи из стали С255 производим ручной дуговой сваркой с применением электродов типа Э-46А или Э-50А. Эти виды электродов служат для сварки стали с временным сопротивлением до 490 МПа, с повышенным требованием по относительному удлинению и ударной вязкости. Электроды типа Э-46А и Э-50А производятся под марками УОНИ
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.