







































выбор метода получения заготовки оказывает влияние материал детали, ее назначение и технические требования на изготовление, объем и серийность выпуска, форма поверхностей и размеры.
Оптимальный метод получения заготовки определяется на основании всестороннего анализа, вышеизложенных факторов и технико-экономического расчета технологической себестоимости. Метод получения заготовки, обеспечивающий технологичность изготовления из нее детали при минимальной себестоимости последней, считается оптимальным. Рассмотрим 2 варианта получения заготовки в виде поковки, получаемой разными методами штамповки.
Заводской техпроцесс получения заготовки на Минском моторном заводе предусматривает горячую штамповку в открытых штампах. Класс точности поковки – Т5, группа стали – М2, степень сложности – С2, исходный индекс – 16 по ГОСТ 7505-85.
Согласно чертежу поковки ее масса МП = 9,1 кг. Коэффициент использования материала
КИ.М =mД / МП =4,22/9,1=0,46
Для повышения коэффициента использования материала заготовку возможно получать на КГШП в закрытых штампах.
Рассчитаем такую заготовку, т.е. определим ее размеры и припуски на обработку.
Расчет поковки выполняем по ГОСТ 7505-89 [2] в последовательности согласно примерам в приложении 5.
6,1. Исходные данные по детали
6.1.1. Материал - сталь 25ХГТ (по ГОСТ 4543-71): 0,22-0,29 С%; 0,17-0,37 % Si; 0,8-1,1% Мп; 1,0-1,3% Сr; 0,03-0,09 % Тi; < 0,3% Си; < 0,3% Ni;
6.1.2. Масса детали МД=4,22 кг (по чертежу).
6.2. Исходные данные для расчета.
6.2.1. Масса поковки (расчетная) [2, с. 8]
GП.Р= МД ·Кр, где Кр - расчетный коэффициент, устанавливаемый в соответствии с приложением 3 (табл 20);
Из таблицы 20 [2] для круглых деталей принимаем Кр = 1,65.
GП.Р. = 4,22 х 1,65 = 6,96 кг
6.2.2 По таблице 19 [2] принимаем класс точности поковки – Т3 (закрытая штамповка на КГШП).
6.2.3 По таблице 1 [2] находим группу стали поковки - М2 .
Средняя массовая доля углерода: 0,255%.
Суммарная массовая доля легирующих элементов: 3,03% (0,27% Si ; 0,95% Mn; 1,15% Cr; 0,06 % Тi; 0,3% Ni; 0,3 Си).
2.4. Степень сложности определяется по соотношению GП /GФ , где GП = GП.Р.;
GФ - масса фигуры, в которую вписывается данная деталь;
GФнайдем по [4], исходя из увеличенных в 1,05 раза габаритов (Ø101,38х57) детали [4, с. 30].
1,05 х (Ø163,8 х 92,5) = Ø163,8 х 92,5мм ;GФ= 4,2 кг
GП/GФ =2,5/4,2 = 0,6
Это соответствует степени сложности поковки С2.
2.5. Конфигурация поверхности разъема штампа - П (плоская) [2, с. 5].
2.6. Исходный индекс–16 [2,с.7]. 3. Припуски и кузнечные напуски.
3.1. Основные припуски на размеры [2, табл. 3], мм :
-2,6 - диаметр 169 и шероховатость Ra12,5 мкм;
-3,15 - диаметр 153 и шероховатость Ra12,5 мкм;
-2,75 - толщина 98 и шероховатость Ra12,5 мкм;
3.2. Дополнительные припуски, учитывающие отклонение от плоскостности - 0,3 мм [2, табл.5].
3.3 Штамповочный уклон , табл. 18:
-на наружных поверхностях - 7°;
4. Размеры поковки и их допускаемые отклонения.
4.1. Размеры поковки, мм:
-диаметр 163,8 + 2,6 х 2 = 169;
-диаметр 146,7- 3,15х2 =153;
-толщина 92,5+2х 2,75 = 98;
4.2. Радиус закругления наружных углов –8 мм [2, табл. 7].
4.3.Допускаемые отклонения размеров, мм [2, табл. 8]:Ø169+2,4-1,2; Ø153+02,4-1,2; 98+4-1 .
4.4. Неуказанные предельные отклонения размеров - по п. 5.5 [2, с. 12].
4.5. Допускаемая величина высоты заусенца при пробивке отверстия – 3 мм (по п. 5.10).
4.6. Допускаемое наибольшее отклонение от концентричности пробитого в поковке отверстия - 3 мм (см. табл. 12).
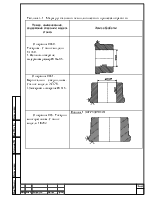
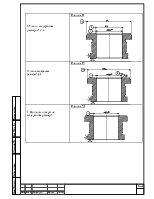
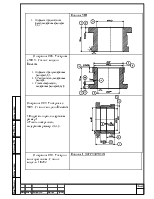
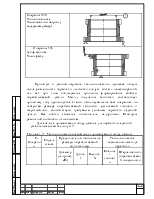
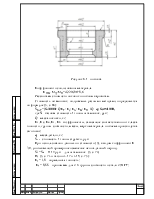
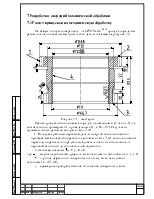
Чертеж поковки покажем на рисунке 6.1.
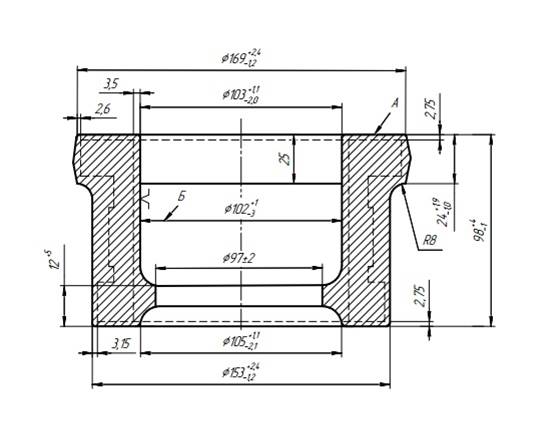 |
Рисунок 6.1 - поковка
Коэффициент использования материала
КИ.М =МД/МП =4,22/6,96=0,6
Рассчитаем стоимости поковок по обоим вариантам.
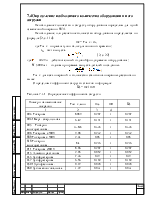
Стоимость штамповок, получаемых разными методами, определяются по формуле [5, с. 66]:
SЗАГ = (Si/1000)·Q·КТ· КС· КВ· КМ· КП - (Q - q) SОТХ/1000, гдеSi - базовая стоимость 1 тонны штамповок, руб;
Q - масса поковки, кг;
Кт, Кс, Кв, Кт, Кп - коэффициенты, зависящие соответственно от класса точности, группы сложности, массы, марки материала и объема производства заготовок;
q - масса детали, кг;
Sotx- стоимость 1 тонны стружки, руб.
При использовании данных по стоимости [5], вводим коэффициент К = 3,0, учитывающий примерное изменение цен на данный период.
Si = S4 = 1119 руб. – для штамповок [5, с. 74]
Из [5, с. 74 и таблиц 4.17 и 4.18, с. 75]:
Кт = 1,0 - нормальная точность;
Кс = 0,88 – принимаем для 2-й группы сложности и стали 25ХГТ;
КВ =1,04 ;
Км= 1,21 – сталь 25ХГТ;
Кп = 1,0 - принимаем.
S0TX = 75 руб – стоимость стальной стружки, [5, таблица 4,6]
Для поковки, получаемой в открытых штампах,
Q=9,1 кг:
SЗАГ.1=(1119/1000)х9,1х1,0х0,88х1,04х1,21х1,0–(9,1-4,22)х75/1000=4,79руб
Для поковки, получаемой, в закрытых штампах: Q=6,96 кг; Кт = 1,05 – повышенная точность.
SЗАГ.2=(1119/1000)х6,96х1,05х0,88х1,0х1,21х1,0–(6,96-4,22)х 75/1000=4,47руб
Данные расчетов сведем в таблицу 6.1.
Таблица 6.1 - Данные для расчетов стоимости заготовки по вариантам
|
Наименование показателей |
1-ый вариант |
2-ой вариант |
|
Вид заготовки |
В открытых штампах |
В закрытых штампах |
|
Класс точности |
Т5 |
Т5 |
|
Группа стали |
М2 |
М2 |
|
Степень сложности |
С2 |
С2 |
|
Исходный индекс |
16 |
16 |
|
Масса заготовки Q, кг |
9,1 |
6,96 |
|
Стоимость 1 тонны заготовок,приняты за |
1119 |
1119 |
|
базуS, руб |
||
|
Стоимость 1 тонны стружки Soxx, руб |
75 |
75 |
|
Себестоимость S3ar, руб |
4,79 |
4,47 |
Сравнивая варианты, видим, что дешевле оказался 2-й вариант получения заготовки –поковка, получаемая штамповкой на КГШП в закрытых штампах, себестоимость получения которой ниже , а коэффициент использования материала выше.
Выбор методов обработки зависит от конфигурации детали, ее габаритов, точности и качества обрабатываемых поверхностей, вида принятой заготовки.
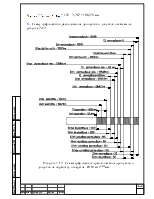
При выборе методов обработки поверхностей руководствуемся рекомендациями, приведенным в [2] и опытом Минского тракторного завода.
Обработка наружных торцов по 14 квалитету точности с шероховатостью Ra12,5 мкм получается однократными: точением, фрезерованием, протягиванием. Т.к. в техпроцессе заложен токарный многошпиндельный станок, обработку торцов принимаем точением.
Получение в телах вращения наружных поверхностей по 7 квалитету
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.