Совершенствование процессов формоизменения деталей коробчатой формы при использовании металлосберегающей операции вытяжки-отбортовки
Ульяновский государственный технический университет
1
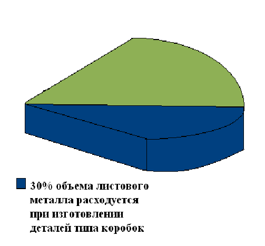
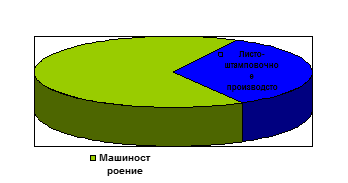
Актуальность работы

![]()

2
Цель работы исследование и разработка металлосбе- регающих процессов штамповки деталей коробчатой формы с отверстием в донной части с использованием совмещенной операции вытяжки-отбортовки, что позволяет снизить расход металла и повысить производительность труда
3
4
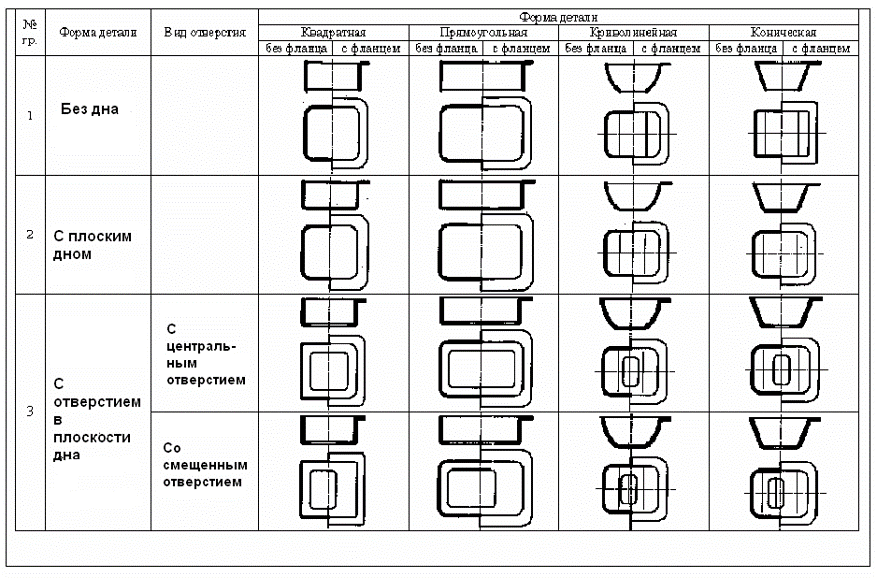
Классификатор деталей коробчатой формы
5
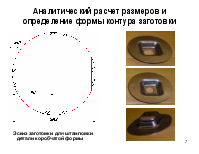
Аналитический расчет размеров и определение формы контура заготовки

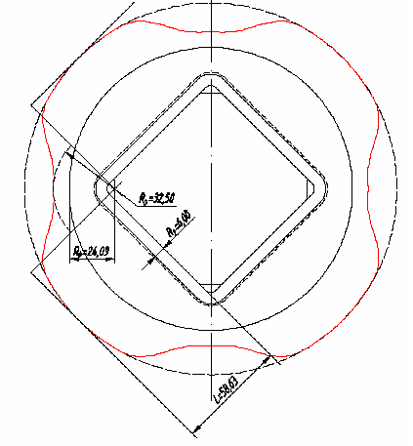


Форма и размеры плоской заготовки для данного варианта
6
Аналитический расчет размеров и определение формы контура заготовки
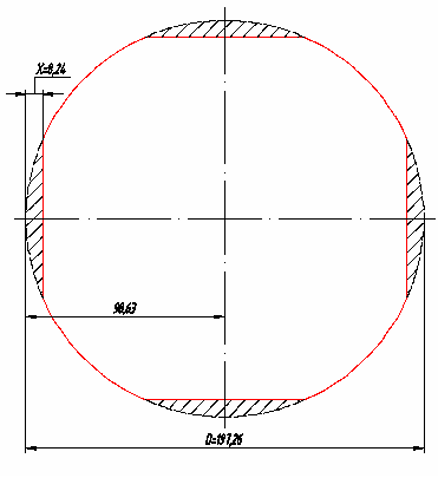



Эскиз заготовки для штамповки детали коробчатой формы
7
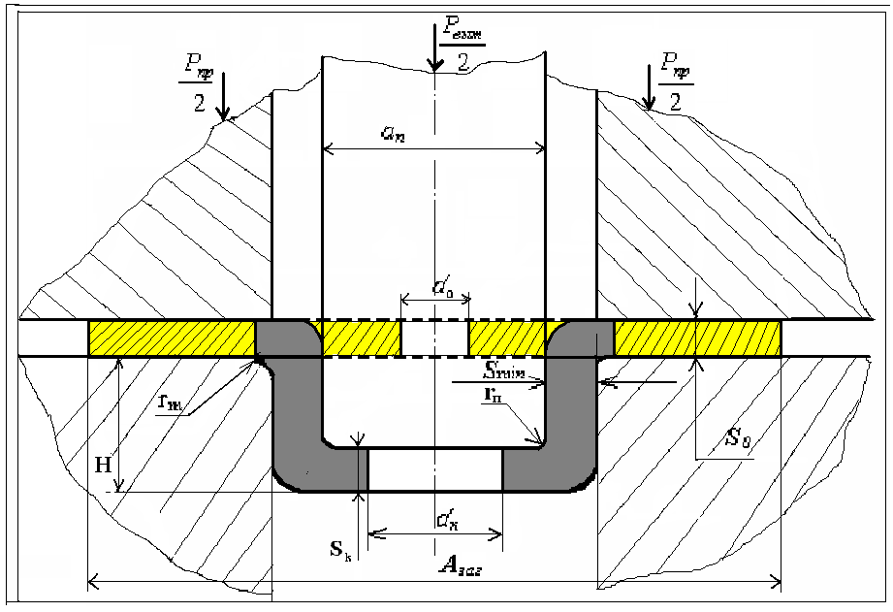
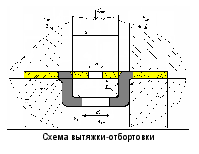
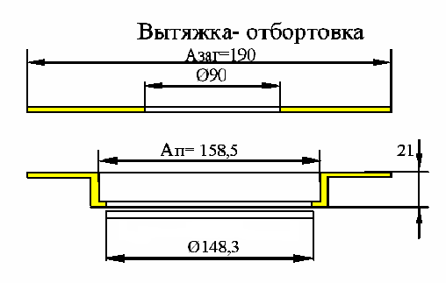
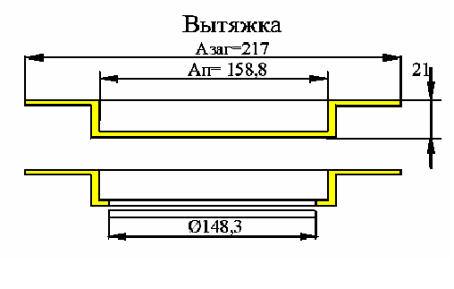
Схема вытяжки-отбортовки
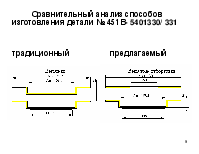
Сравнительный анализ способов изготовления детали № 451В- 5401330/ 331 традиционный предлагаемый
9
Оценка повышения ресурсосбережения при формоизменении (Hр: Азаг; G;Р)
10
Оценка повышения ресурсосбережения при формоизменении(Hр: Азаг; G;Р)
11
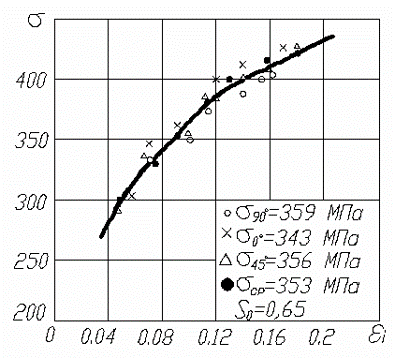
Оценка влияния анизотропии на механические свойства металла для стали 08кп
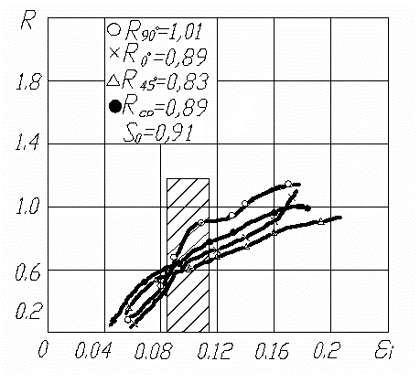
Изменение коэффициента анизотропии в зависимости от степени деформации при вытяжке-отбортовке
Зависимость механических характеристик от степени деформации
12
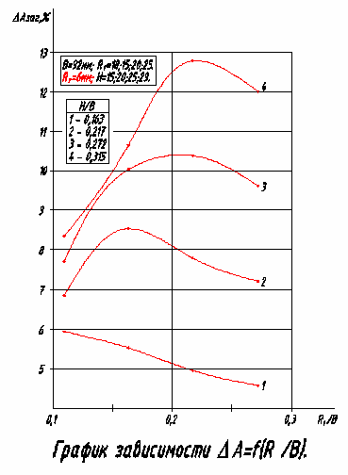
Влияние технологических факторов на фестонообразование
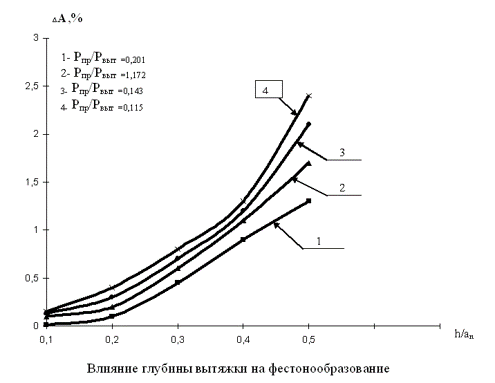
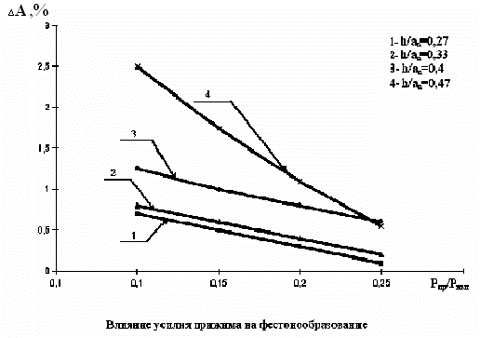
13
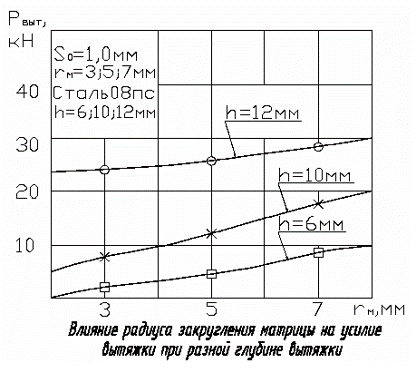
Влияние технологических факторов на утонение стенки в опасном сечении
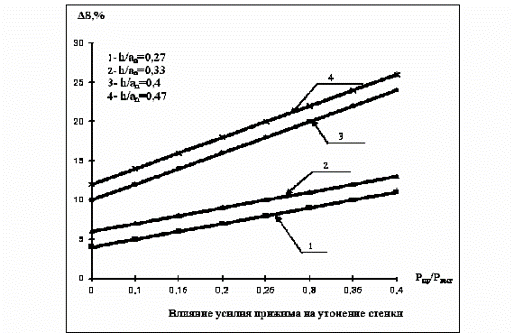
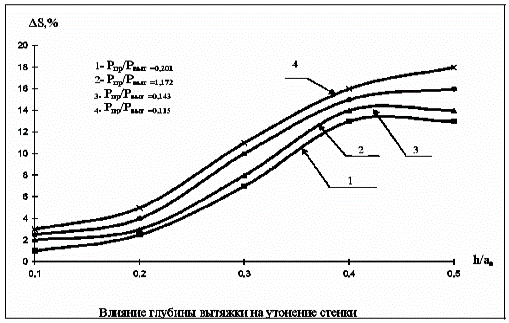
14
Изменение толщины металла в меридиональном сечении детали
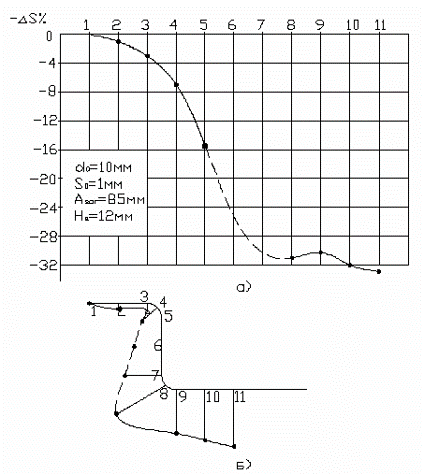
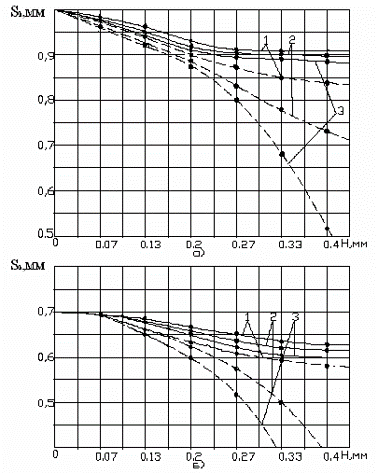
Изменение толщины материала в зависимости от глубины вытяжки Н для а) S0 =1,0мм, б) S0 =0,7мм: сплошные линии d0 =8мм, пунктирные d0 =10мм, 1,2,3 - соответственно Рпр=5;10;15 кН
Изменение ∆S при вытяжке-отбортовке, в котором превалирует отбортовка
15
Формоизменение деталей коробчатой формы при вытяжке-отбортовке
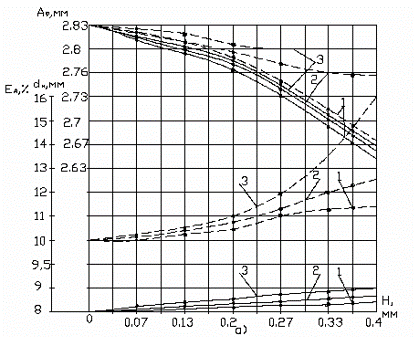
Изменение Аф и dк в зависимости от глубины вытяжки Н для So=0,7мм: ----do=8мм, - - - -do=10мм; 1,2,3 - соответственно Pпр=5;10;15кН
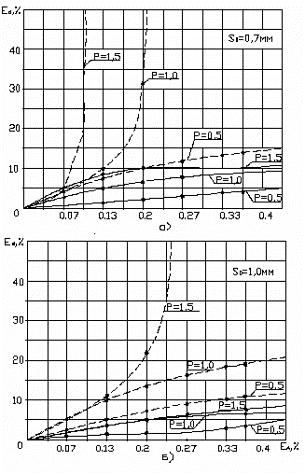
Относительное изменение диаметра отверстия Еd и фланца Еа при вытяжке-отбортовке: а)для So=0,7мм; б)для So=1,0мм:-----do=8мм;- - - -do=10мм; Еd=f(Еа)
16
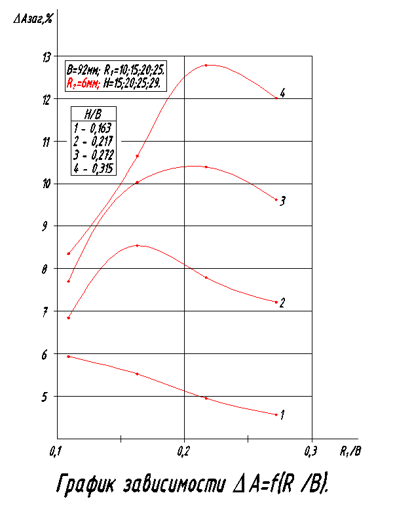
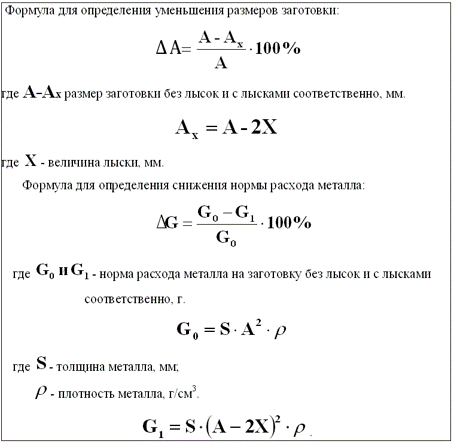
Оценка возможности уменьшения размеров исходной заготовки
17
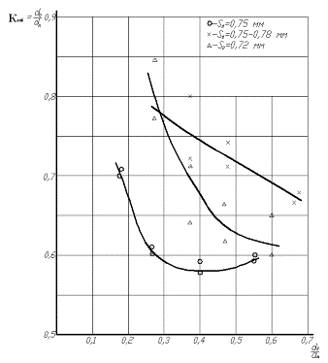
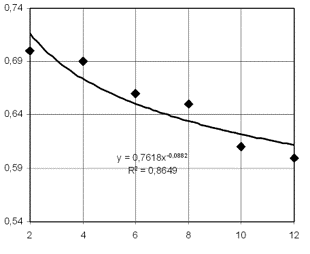
Влияние относительного диаметра пробиваемого отверстия (do/Авыт) на предельный коэффициент отбортовки
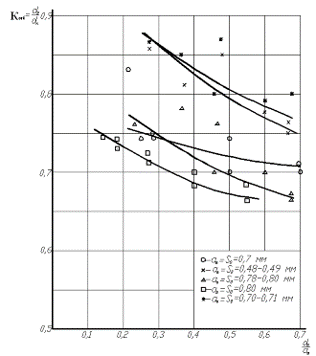
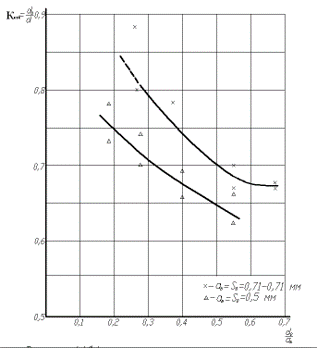
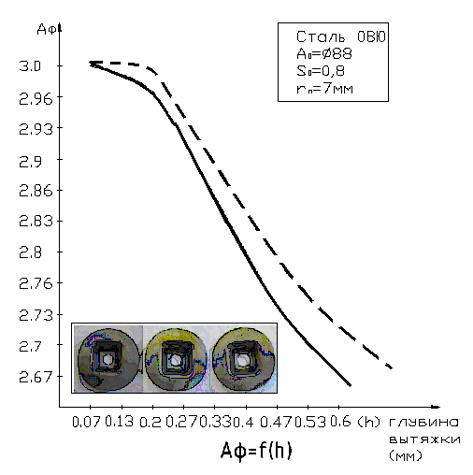
Для стали 08Ю
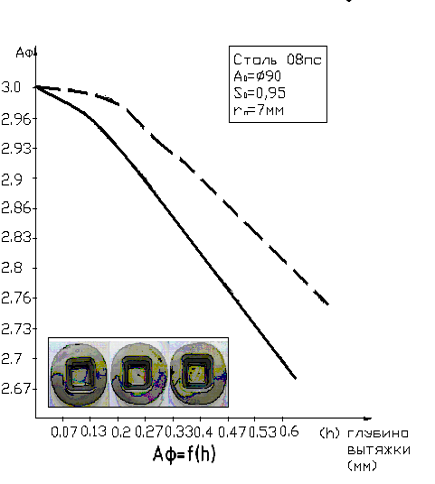
Для стали 08пс
Для стали 08кп
18
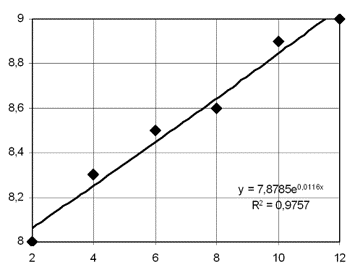
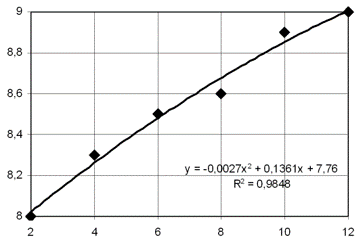
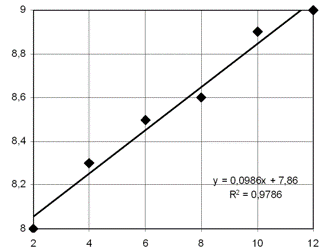
Экспериментальные модели формообразования при вытяжке-отбортовке
Полиномиальная регрессия
Экспоненциальная регрессия
Степенная регрессия
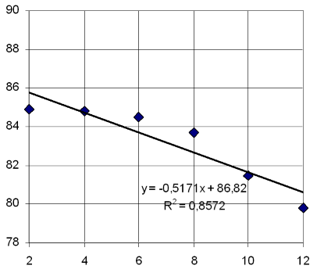
Линейная регрессия
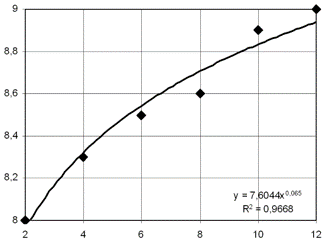
19
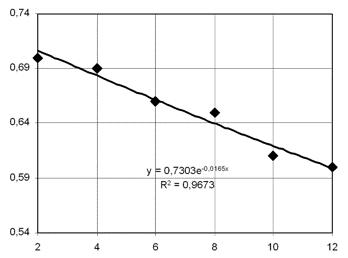
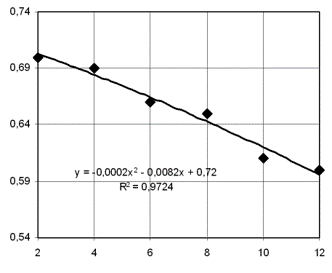
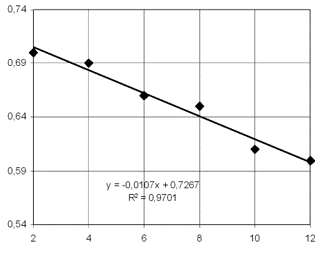
Dk- конечный диаметр отверстия, мм; h- глубина вытяжки, мм.
DК= f (h)
Экспериментальные модели формообразования при вытяжке-отбортовке
Полиномиальная регрессия
Экспоненциальная регрессия
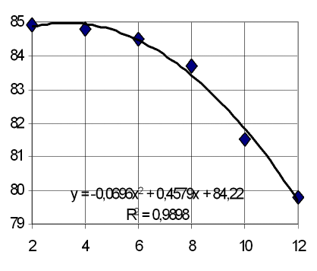
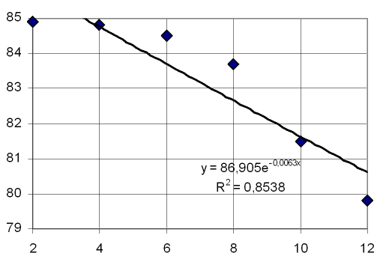
Степенная регрессия
Линейная регрессия
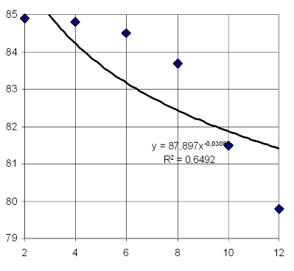
20
АФ=f(h)
Аф- размер фланца, мм; h- глубина вытяжки, мм.
Экспериментальные модели формообразования при вытяжке-отбортовке
Полиномиальная регрессия
Экспоненциальная регрессия
Линейная регрессия
Степенная регрессия
Sk- конечная толщина, мм; h- глубина вытяжки, мм.
SК = f (h)
21
Оценка предельного формообразования вытяжки-отбортовки для стали 08:
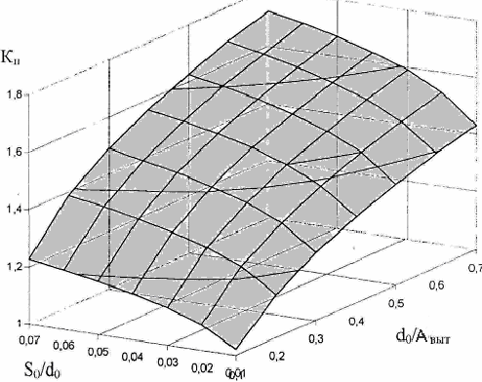
КП =f(SО/dО ) 1 для dО/АВЫТ 0,1 2 0,2 3 0,3 4 0,4 5 0,5 6 0,6 7 0,7
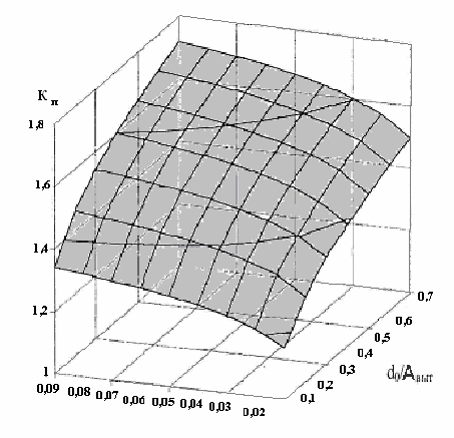
КП =f(dО/АВЫТ) 1 для SО/dО 0,01 2 0,02 3 0,03 4 0,04 5 0,05 6 0,06 7 0,07
Зависимость предельного деформирования (КП ) от относительной толщины материала (SО/dО ) и от относительного диаметра пробиваемого отверстия (dО /АВЫТ) для ряда относительного диаметра пробиваемого отверстия и относительной толщины заготовки
22
Оценка предельного формообразования вытяжки-отбортовки для стали 08кп:
КП =f(SО/dО ) 1 для dО/АВЫТ 0,1 2 0,2 3 0,3 4 0,4 5 0,5 6 0,6 7 0,7
КП =f(dО/АВЫТ) 1 для SО/dО 0,01 2 0,02 3 0,03 4 0,04 5 0,05 6 0,06 7 0,07
Зависимость предельного деформирования (КП ) от относительной толщины
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.