Высокая прочность деталей часто достигается здесь не за счет легирования металла, а специальной технологией изготовления. Внешний вид двигателя японского происхождения также легко узнаваем из-за простых ажурных форм наружных элементов и деталей, а также большого числа трубопроводов и шлангов. Общими тенденциями для современных двигателей являются уменьшение диаметра и высоты поршня при увеличении числа цилиндров, уменьшение диаметров подшипников коленчатого вала, переход к многоклапанным головкам блока, новым, ранее не применявшимся материалам и технологиям.
Блок цилиндров
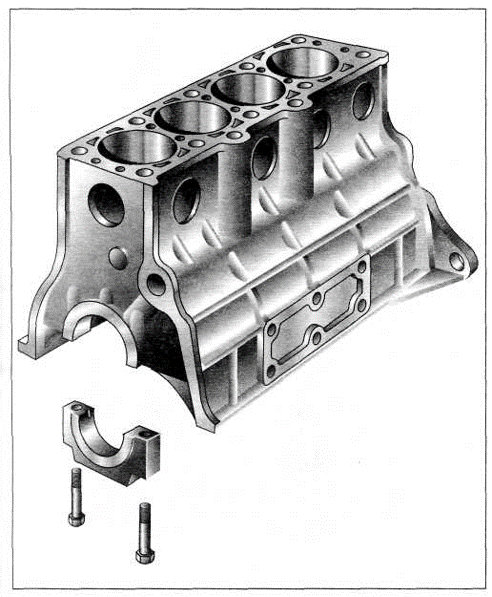
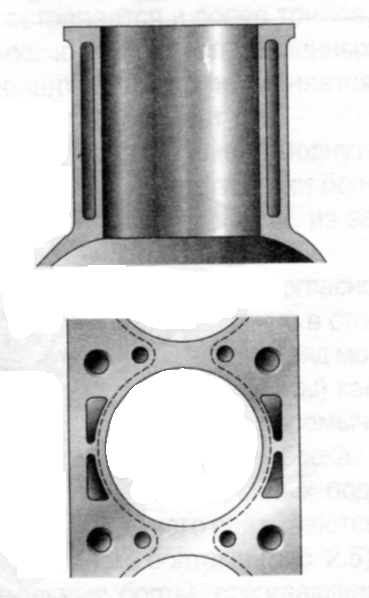
В верхней части блока цилиндров находятся гильзы цилиндров, отлитые за одно целое со всем блоком. В большинстве конструкций сверху и снизу они связаны с наружной рубашкой блока верхней плоскостью и верхним сводом картера (рис. 2.12); толщина стенки гильзы чугунного блока составляет в среднем 5÷7 мм. Встречаются блоки со стенками 10÷12 мм (некоторые бензиновые и большинство дизельных двигателей).Вокруг каждого цилиндра выполнены резьбовые отверстия для болтов крепления головки блока. Резьбовые отверстия не связываются напрямую с гильзой (рис. 2.13), что уменьшает деформацию гильзы при затяжке болтов головки. Небольшая деформация гильз при затяжке все равно проявляется, но обычно не превышает 0,010÷0,015 мм, хотя может значительно увеличиться при излишнем затягивании болтов головки.

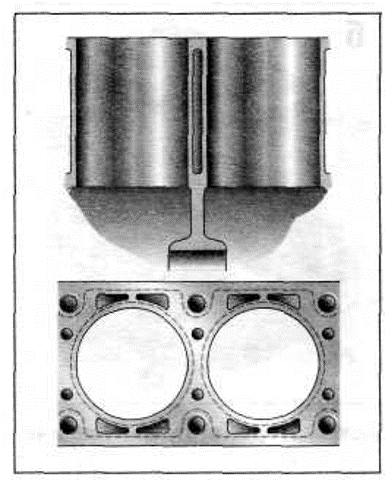
Между гильзами цилиндров иногда выполняют протоки охлаждающей жидкости (рис. 2.14). Такой блок менее чувствителен к перегреву, температурная деформация гильз при нагреве и охлаждении двигателя невелика, реже прогорает прокладка головки блока, особенно между цилиндрами. Однако габаритные размеры двигателя при этом возрастают, а жесткость уменьшается, вследствие чего подобная конструкция на современных двигателях применяется редко.
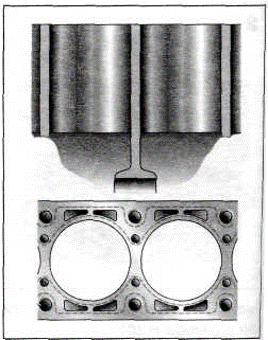
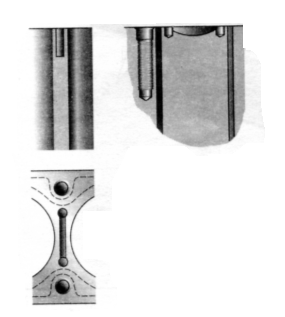
Более распространена конструкция без протока между гильзами (рис. 2.15), причем на некоторых двигателях толщин; перемычки между цилиндрами уменьшена до 4,5÷5,0 мм. Иногда для того, чтобы уменьшить вероятность перегрева верхней части перемычки между гильзами и прогара прокладки, перемычку подрезают на некоторую глубину со стороны верхней плоскости (рис. 2.16). Для уменьшения температурных деформаций такие блоки требуют обычно более толстых стенок гильз.
Блоки данной конструкции отливаются из легированного чугуна, обеспечивающего необходимую износостойкость пар трения "гильза - поршневые кольца" и "гильза - поршень«. При этом поверхности цилиндров термически или химически не обрабатываются, и на них не наносится каких-либо покрытий. В процессе длительной эксплуатации поверхности цилиндров могут несколько упрочниться вследствие воздействия повышенной температуры (сгорание, трение) и химических веществ (масло, топливо, продукты сгорания). В результате чего поверхности "закаливаются" на небольшую глубину
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.