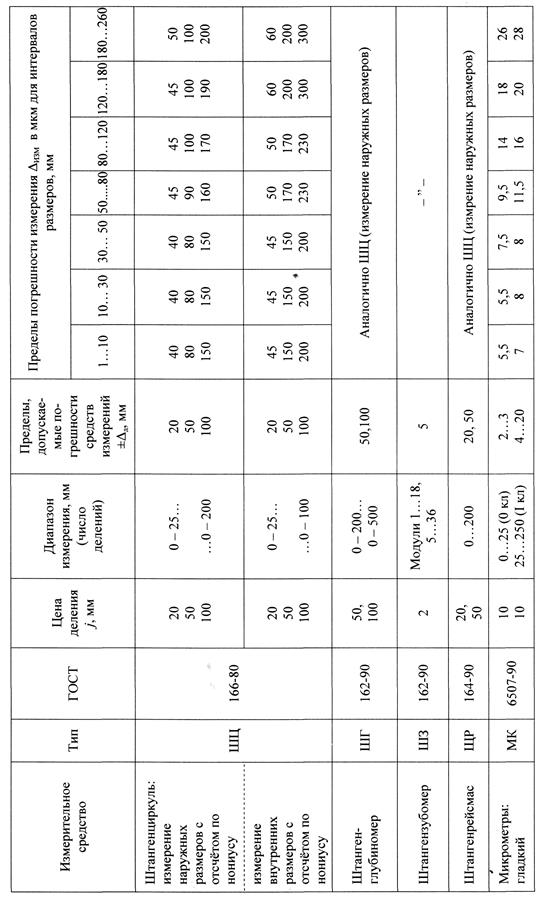
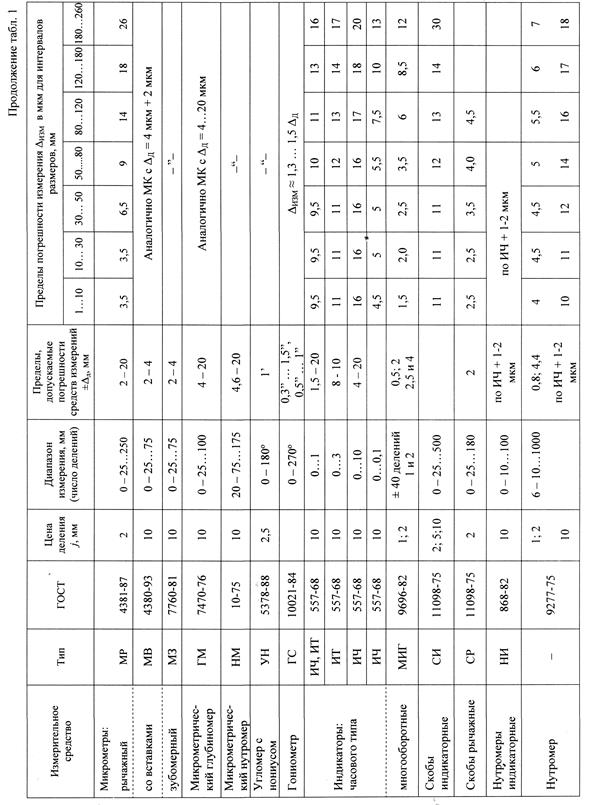
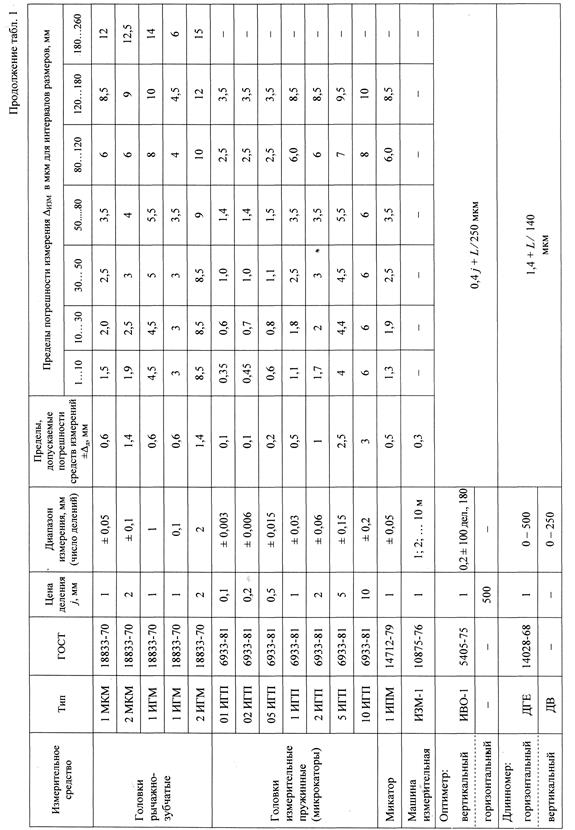
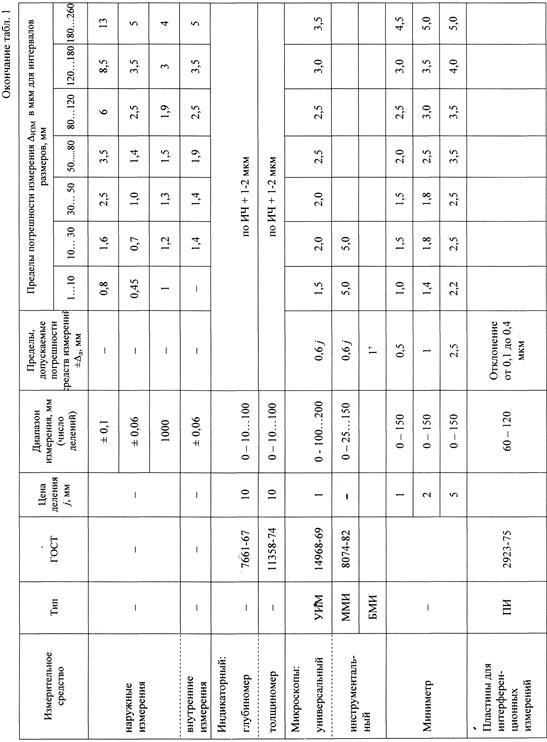
Выбираем по таблице 1 инструмент с погрешностью меньшей максимально допустимой при экспериментальных исследованиях в последовательности для валов, приведенной ниже расчетной таблицы и заносим его обозначение в таблицу расчетов в графу уточненный
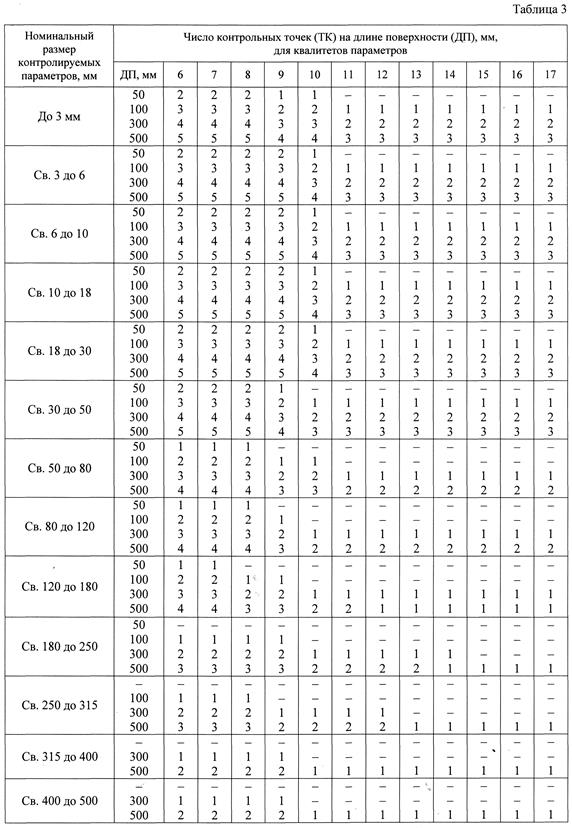
15. Количество контрольных точек определяем по приложению 7 для производственных замеров. Для всех последующих – увеличиваем число контрольных точек в 2 раза.
16. Все данные оформляем в виде таблицы:
|
|
Средство контроля |
Контрольные точки |
||
|
Ориентировочно |
Уточненный |
|||
|
1. Вал Ø h Т= мкм l = мм |
Производственный 1,5…2,5 Технических процессов 3…6 Исследований 7…10 |
|||
|
2. Отверстие Ø H Т= мкм l = мм |
Производственный 1,5…2,5 Технических процессов 3…6 Исследований 7…10 |
|||
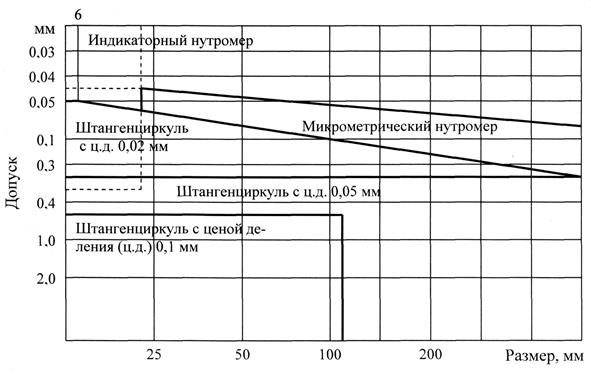
Последовательность выбора мерительного инструмента:
Для замера вала используют штангенциркули, гладкие микрометры, микрометры рычажные, скобы рычажные и скобы индикаторные, микроскопы, машины измерительные, оптиметры, миниметры.
Для замера отверстия используют штангенциркули, микрометрические нутромеры (штихмасы) – диаметр с 6 мм, индикаторный нутромер (цена деления 2,10 мкм), для отверстий малого диаметра и среднего диаметра высокой точности используются длиномеры (ротаметры – цена деления 0,5 мкм).
Лабораторная работа №6
Определение основных параметров метрической резьбы
Цель работы: Научиться определять основные параметры метрической наружной резьбы
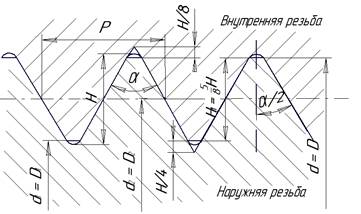
Рис. 1. Основные параметры метрической резьбы:
d, D – наружный диаметр; d2, D2 – средний диаметр;
d1, D1 – внутренний диаметр; Р – шаг; α – угол профиля;
Н1 – высота рабочего профиля; Н – высота исходного треугольника
Пример написания метрической резьбы
Крепёжная метрическая резьба обозначается буквой М, затем указывается номинальное значение наружного диаметра резьбы, шаг резьбы (мелкий), поле допуска резьбы, длина свинчивания (если значение отличается от «нормального N» по ГОСТ, обязательное скругление впадин резьбы буквой R (если оно необходимо).
Резьба M- 12 х 1,5 - 8h,
где М – обозначение метрической резьбы,
12 – наружный диаметр резьбы (d),
1,5 – шаг резьбы (Р).
8h – посадка на резьбу
1. Записываем обозначение исследуемого образца наружной метрической резьбы с посадкой 8h:
2. Номинальные параметры образца с наружной резьбой
2.1. Наружный диаметр d = 12 мм
2.2. Шаг резьбы Р =
2.3. Средний диаметр высчитываем по формуле, приведенной в табл. 20
d2 =
3. Стандартные отклонения
Так как внутренний диаметр наружной резьбы не нормируется, то верхние отклонения для наружного и внутреннего диаметров резьбы имеют нулевое значение. Нижние значения отклонений выбираем по табл.22
Наружный диаметр Средний диаметр
![]()

4. Измерение наружного диаметра резьбы![]()
4.1. Замеряем ![]() с
помощью микрометра МК-25
с
помощью микрометра МК-25
![]()
4.2. Вычисляем величину отклонения от номинального размера
![]()
Сравниваем полученную величину ∆d с нижним и верхним отклонениями для наружного диаметра. Если ∆d входит в диапазон esd – eid , то резьба по наружному диаметру считается годной, если не входит, то браком.
Вывод о годности:
5. Измерение шага резьбы Р:
5.1 Измерение с помощью штангенциркуля ШЦ I-120-01. Для этого отсчитываем
10 полных витков резьбы (от начала 1-го витка до начала 11 витка), замеряем их штангенциркулем, делим на 10, получаем:
![]()
5.2 Измерение с помощью микроскопа МБП-2
![]()
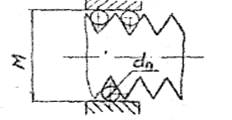
6.Измерение среднего диаметра![]() :
:
6.1 Измерение ![]() с
помощью 3-х проволочек
с
помощью 3-х проволочек
Для того, чтобы произвести замер с помощью 3-х проволочек, необходимо сначала определить диаметр проволочек по формуле:
![]()
где Р – номинальный (указанный на образце) шаг резьбы.
1,732 = ctg(α/2) при α = 60°
По рассчитанным значениям dпр выбираем набор стандартных проволочек и производим замер. Для этого помешаем (только шлифованными поверхностями) две проволочки между витками, а третью напротив них. Замер производим микрометром по этим трем проволочкам, как указано на схеме.
Результат замера М =
Определяем замеренный средний диаметр
![]()
Вычисляем величину отклонения от номинального размера
![]()
6.2 Измерение ![]() с
помощью микрометра со вставками МВ – 25
с
помощью микрометра со вставками МВ – 25
![]()
Вычисляем величину отклонения от номинального размера
![]()
Сравниваем полученную величину ![]() с нижним и верхним
отклонениями для среднего диаметра. Если
с нижним и верхним
отклонениями для среднего диаметра. Если ![]() входит в диапазон esd2 – eid2 , то резьба по среднему диаметру считается годной, если не входит, то
браком.
входит в диапазон esd2 – eid2 , то резьба по среднему диаметру считается годной, если не входит, то
браком.
Вывод о годности:
ПРИЛОЖЕНИЕ 1
Классы шероховатости поверхности
Таблица 1
|
Класс |
R |
Доп. Рек R |
R |
Виды обработки |
|
1 |
80-40 |
50(63) |
320-160 |
Литые заготовки |
|
2 |
40-20 |
25 |
160-80 |
Обдирка |
|
3 |
20-10 |
12,5 |
80-40 |
Черновое точение, фрезерование, сверление, строгание |
|
4 |
10-5 |
6,3 |
40-20 |
Нормальное точение, растачивание, фрезерование, сверление, зенкерование |
|
5 |
5-2,5 |
3,2 |
20-10 |
Чистовые виды обработки: точение, растачивание, зенкерование, сверление, строгание, фрезерование |
|
6 |
2,5-1,25 |
1,6 |
10-5 |
Грубое шлифование, чистовое: точение, растачивание, зенкерование, сверление, строгание, фрезерование, черновое развертывание |
|
7 |
1,25-0,63 |
0,8 |
6,3-3,2 |
Чистовое шлифование, точение, растачивание, зенкерование, фрезерование, протягивание, развертывание |
|
8 |
0,63-0,32 |
0,4 |
3,2-1,6 |
Доводка, полировка, чистовое: протягивание, развертывание, тонкое точение, растачивание, шлифование |
|
9 |
0,32-0,16 |
0,2 |
1,6-0,8 |
Доводка, полировка, тонкое точение, растачивание, раскатка роликами |
|
10 |
0,16-008 |
0,1 |
0,8-0,4 |
Суперфиниширование, доводка, полировка, раскатка роликами |
|
11 |
0,08-0,04 |
0,05 |
0,4-0,2 |
Полировка, доводка |
|
12 |
0,04-0,02 |
0,025 |
0,2-0,1 |
|
|
13 |
Не норми- руется |
0,1-0,05 |
Зеркальные поверхности, полировка |
|
|
14 |
0,05-0,025 |
|||
ПРИЛОЖЕНИЕ 2
Номограмма для выбора СИ валов
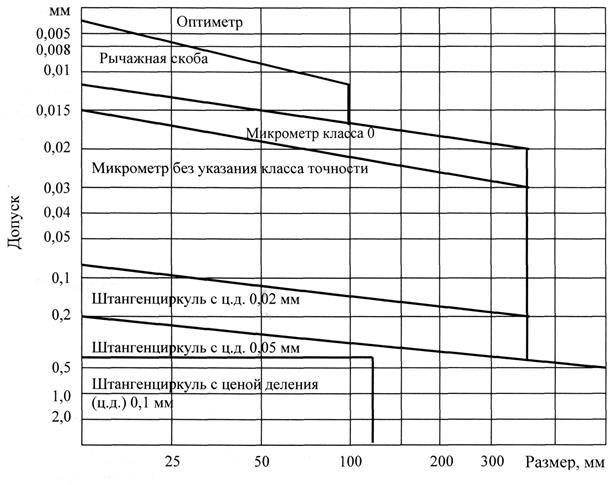
Номограмма для выбора СИ отверстий
ПРИЛОЖЕНИЕ 3
![]()

ПРИЛОЖЕНИЕ 4
ПРИЛОЖЕНИЕ 5
ПРИЛОЖЕНИЕ 6
ПРИЛОЖЕНИЕ 7
ПРИЛОЖЕНИЕ 8
допуски Параллельности, наклона, торцового биения и полного торцевого биения (по гост 24643-81)
|
Таблица 1.4 |
||||||||||||||||
|
Номинальная длина, мм |
Степень точности |
|||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
|
|
мкм |
мм |
|||||||||||||||
|
до 10 |
0,4 |
0,6 |
1 |
1,6 |
2,5 |
4 |
6 |
10 |
16 |
25 |
40 |
60 |
0,1 |
0,16 |
0,25 |
0,4 |
|
св. 10 до 16 |
0,5 |
0,8 |
1,2 |
2 |
3 |
5 |
8 |
12 |
20 |
30 |
50 |
80 |
0,12 |
0,2 |
0,3 |
0,5 |
|
св. 16 до 25 |
0,6 |
1 |
1,6 |
2,5 |
4 |
6 |
10 |
16 |
25 |
40 |
60 |
100 |
0,16 |
0,25 |
0,4 |
0,6 |
|
св. 25 до 40 |
0,8 |
1,2 |
2 |
3 |
5 |
8 |
12 |
20 |
30 |
50 |
80 |
120 |
0,2 |
0,3 |
0,5 |
0,8 |
|
св. 40 до 63 |
1 |
1,6 |
2,5 |
4 |
6 |
10 |
16 |
25 |
40 |
60 |
100 |
160 |
0,25 |
0,4 |
0,6 |
1 |
|
св. 63 до 100 |
1,2 |
2 |
3 |
5 |
8 |
12 |
20 |
30 |
50 |
80 |
120 |
200 |
0,3 |
0,5 |
0,8 |
1,2 |
|
св. 100 до 160 |
1,6 |
2,5 |
4 |
6 |
10 |
16 |
25 |
40 |
60 |
100 |
160 |
250 |
0,4 |
0,6 |
1 |
1,6 |
|
св. 160 до 250 |
2 |
3 |
5 |
8 |
12 |
20 |
30 |
50 |
80 |
120 |
200 |
300 |
0,5 |
0,8 |
1,2 |
2 |
|
св. 250 до 400 |
2,5 |
4 |
6 |
10 |
16 |
25 |
40 |
60 |
100 |
160 |
250 |
400 |
0,6 |
1 |
1,6 |
2,5 |
|
св. 400 до 630 |
3 |
5 |
8 |
12 |
20 |
30 |
50 |
80 |
120 |
200 |
300 |
500 |
0,8 |
1,2 |
2 |
3 |
|
св. 630 до 1000 |
4 |
6 |
10 |
16 |
25 |
40 |
60 |
100 |
160 |
250 |
400 |
600 |
1 |
1,6 |
2,5 |
4 |
|
св. 1000 до 1600 |
5 |
8 |
12 |
20 |
30 |
50 |
80 |
120 |
200 |
300 |
500 |
800 |
1,2 |
2 |
3 |
5 |
|
св. 1600 до 2500 |
6 |
10 |
16 |
25 |
40 |
60 |
100 |
160 |
250 |
400 |
600 |
1000 |
1,6 |
2,5 |
4 |
6 |
|
св. 2500 до 4000 |
8 |
12 |
20 |
30 |
50 |
80 |
120 |
200 |
300 |
500 |
800 |
1200 |
2 |
3 |
5 |
8 |
|
св. 4000 до 6300 |
10 |
16 |
25 |
40 |
60 |
100 |
160 |
250 |
400 |
600 |
1000 |
1600 |
2,5 |
4 |
6 |
10 |
|
св. 6300 до 10000 |
12 |
20 |
30 |
50 |
80 |
120 |
200 |
300 |
500 |
800 |
1200 |
2000 |
3 |
5 |
8 |
12 |
Примечание:
1. По данной таблице назначаются также суммарные допуски параллельности и плоскостнсти, перпендикулярности и плоскостности, наклона и плоскостности.
2. Выбор допуска при данной степени точности производится по длине нормируемой поверхности (если допуск относится ко всей длине) или длине нормируемого участка. Допуски торцевого биения или полного торцевого биения определяются
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.