Сварные соединения.
Сварка -это технологический процесс соединения деталей с помощью местного нагрева свариваемых участков до жидкого или пластического состояния. Остывший и затвердевший металл называется сварочным швом. В настоящее время сварка- основной вид получения неразъемного соединения деталей и конструкций в машиностроении, строительстве и других отраслях техники.
Основные виды сварки: 1) химическая (газовая),
2)электродуговая,
3)электрошлаковая,
4)контактная.
Наиболее распространенной является электродуговая. Поэтому в дальнейшем будем рассматривать соединения выполненные ею.
Достоинства:1)Экономия металла (в среднем 15-20%) по сравнению с заклепочными соединениями (отсутствие отверстия под заклепки);
2)Низкая стоимость, благодаря малой трудоемкости процесса операции и простотой конструкции сварного шва;
3)Герметичность и плотность соединения;
4)Возможность автоматизации процесса;
5)Возможность соединения толстых профилей.
Недостатки: 1)Прочность сварного соединения зависит от квалификации сварщика (кроме автоматизированной сварки).
2)Коробление деталей из-за неравномерного нагрева в процессе сварки. 3)Недостаточная надежность при ударных нагрузках.
4)Сложность контроля качества;
Область применения. Основной вид неразъёмного соединения в машиностроении и строительстве.
Сварка производится электродами: Э34, Э42, Э42А, Э46А (А- высококачественная сталь электрода, 46- предел прочности металла).
Виды сварных соединений и швов
В зависимости от взаимного расположения свариваемых деталей применяют следующие виды сварных соединений: стыковые, нахлёсточные, угловые, тавровые.
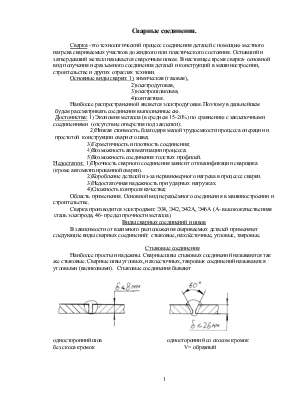
Стыковые соединения
Наиболее просты и надежны. Сварные швы стыковых соединений называются так же стыковые. Сварные швы угловых, нахлесточных, тавровых соединений называются угловыми (валиковыми). Стыковые соединения бывают
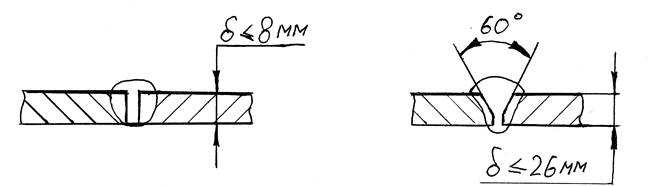
односторонний шов односторонний со скосом кромок без скоса кромок V= образный
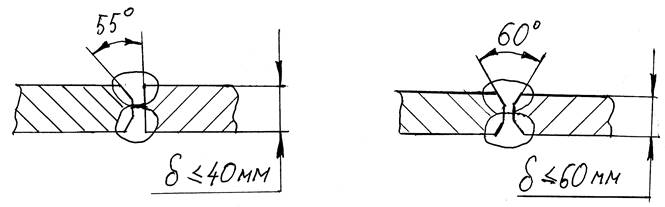
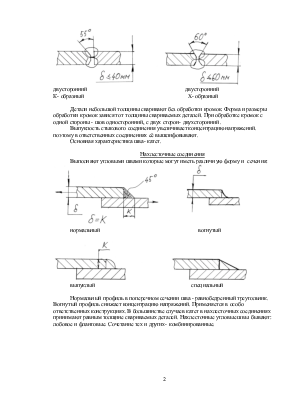
двусторонний двусторонний
К- образный X- образный
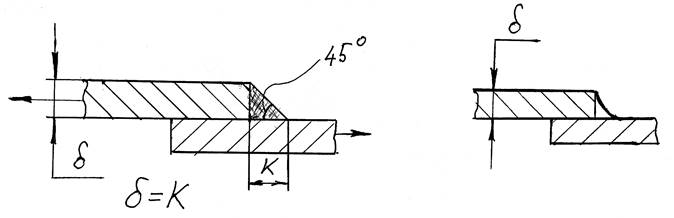
Детали небольшой толщины сваривают без обработки кромок. Форма и размеры обработки кромок зависят от толщины свариваемых деталей. При обработке кромок с одной стороны - шов односторонний, с двух сторон- двухсторонний.
Выпуклость стыкового соединения увеличивает концентрацию напряжений. поэтому в ответственных соединениях её вышлифовывают.
Основная характеристика шва- катет.
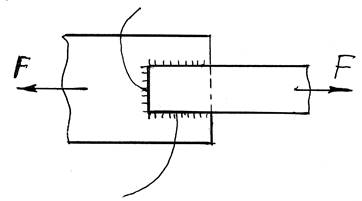
Нахлесточные соединения
Выполняют угловыми швами которые могут иметь различную форму и сечения:
нормальный вогнутый

выпуклый специальный
Нормальный профиль в поперечном сечении шва - равнобедренный треугольник. Вогнутый профиль снижает концентрацию напряжений. Применяется в особо ответственных конструкциях. В большинстве случаев катет в нахлесточных соединениях принимают равным толщине свариваемых деталей. Нахлесточные угловые швы бывают: лобовое и фланговые. Сочетание тех и других- комбинированные.
лобовой
фронтальный
Тавровые соединения. При тавровом соединении свариваемые детали расположены перпендикулярно друг другу. Могут выполнят угловыми и стыковыми швами.
Угловые соединения. Применяют в соединениях, не требующих большой прочности. Соединения выполняют только угловыми швами.
Расчет сварных швов:
Основные требования при проектировании сварных соединений- обеспечение равнопрочности швов и соединяемых деталей. Если сварное соединение осуществляется несколькими швами, то их располагают так, чтобы они были нагружены равномерно. Стыковой шов рассчитывают всегда на растяжение и сжатие:
![]() , где
, где ![]() -допускаемое
напряжение для сварного шва.
-допускаемое
напряжение для сварного шва. ![]() ;
;
К- коэффициент, зависит от типа электрода и вида сварки, выбирается по таблице;
![]() -
толщина более тонкой свариваемой детали;
-
толщина более тонкой свариваемой детали;
![]() -
длина шва наиболее узкой свариваемой детали.
-
длина шва наиболее узкой свариваемой детали.
Последовательность расчета:
1) Задаются типом шва и формой его сечения в зависимости от конструкции свариваемых деталей.
2) Определяют допускаемые напряжение для сварного соединения.
3) Находят общую расчетную длину швов.
4) Если комбинированный шов, то определят длину лобовых и фланговых швов.
Стыковые швы
При действии на стыковой шов изгибающего момента в плоскости сварки, расчет шва производят по формуле:
![]() ;
; ![]() ;
; ![]() , где
, где ![]() - длина шва;
- длина шва;
![]() .
.
При действии изгибающего момента и растягивающей силы
![]()
![]() .
.
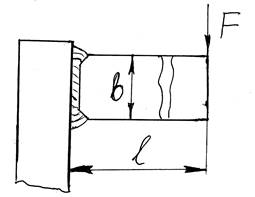
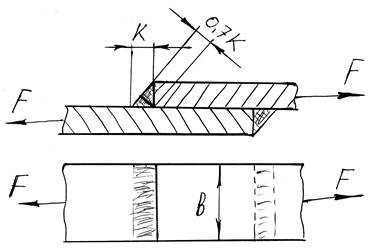
Угловые швы .
Лобовые
швы рассчитывают на срез по опасному сечению, совпадающему с биссектрисой прямого
угла, поэтому толщина углового шва ![]() . К
– катет шва.
. К
– катет шва. ![]() , где
, где ![]() - допускаемое
касательное напряжение шва.
- допускаемое
касательное напряжение шва.
Длина лобового шва равна ширине пластины.
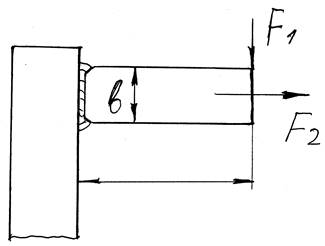
Для такого соединения удобно делать проверочный расчёт. Если присутствуют фланговые швы, то определяют и их длину.
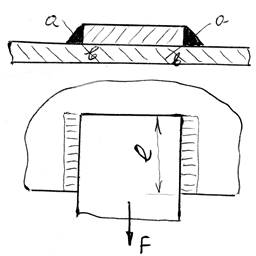
Фланговые швы рассчитываются на срез аналогично лобовому шву, считая что срез произойдёт по плоскости биссектора ab, получаем
![]()
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.