В этом случае может быть использована сборка по методу неполной
взаимозаменяемости. Допуски на первичные параметры ![]() увеличивают
до экономически целесообразных
увеличивают
до экономически целесообразных
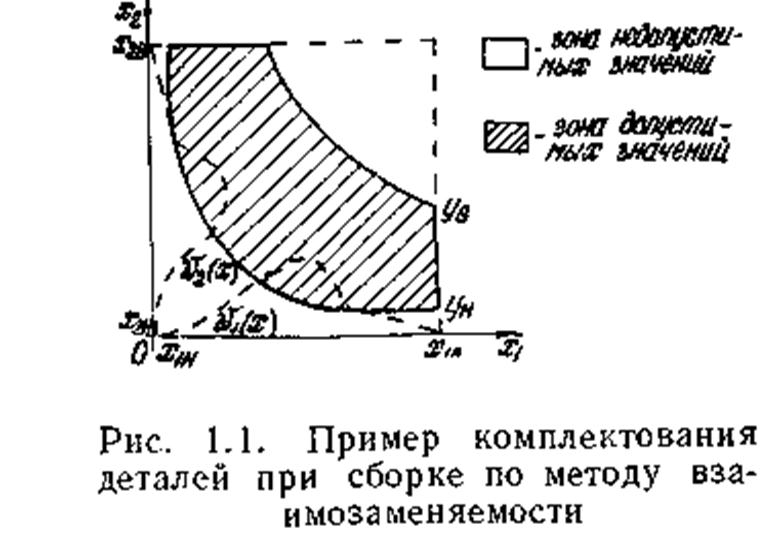
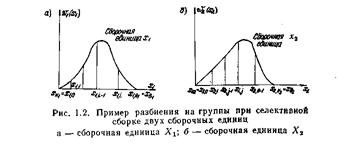
При селективной сборке по определенному правилу составляют комплект из сборочнцх единиц, например деталей узла, предварительно рассортированных на группы (рис. 1.2). Допуск At/ выходного параметра обеспечивается только при этих условиях.
Неотъемлемыми частями технологического процесса селективной сборки является сортировка деталей на группы в пределах установленных расчетом групповых отклонений и комплектование— набор сборочных единиц, входящих в те или иные группы согласно алгоритму комплектования. Сортировка и комплектование усложняют процесс сборки, но селективная сборка дает в целом выигрыш по точности обеспечения выходного параметра. Пример разбиения на группы с определенными групповыми допусками для случая двух параметров кг и xzприведен на рис. 1.3.
Возможны два аспекта применения селективной сборки. Первый — в случае, когда точность выходного параметра у настолько высока, что выдержать необходимые допуски Ах,- на параметры xt
(i = 1, . . . , п) сборочных единиц при сплошной сборке по методу взаимозаменяемости практически невозможно из-за ограниченной точности изготовления сборочных единиц с параметрами xt. Второй случай применения селективной сборки состоит в том, что расширение допусков до экономически целесообразных позволяет значительно снизить затраты на изготовление отдельных сборочных единиц. При этом выгоды от снижения затрат значительно превосходят те дополнительные расходы, которые вызываются усложнением технологического процесса селективной сборки, т. е. введением дополнительных операций: сортировки на группы и комплектования [1].
Таким образом, селективную сборку применяют в основном при высокой точности выходного параметра «у» РЭА.
Применение селективной сборки ограничивается некоторыми дополнительными условиями. Если в процессе эксплуатации параметры Х[ (J = 1, . . . , п) сборочных единиц изменяются во времени (например, за счет уходов) неодинаково, то связь между параметрами сборочных единиц xt (i = \, 2, . . . , п) и выходным парамет-
ром у оказывается нарушенной и параметр у может выйти за пределы допуска At/.
Также нежелательно применение селективной сборки и в том случае, если при ремонте РЭА (узла) заменяется одна из сборочных единиц, входящая в сборку РЭА (узла). Последнее требует при ремонте наличия запасных комплектов по всем селективным группам.
Одним из существенных недостатков селективной сборки
является необходимость сортировки соорочных узлов и наличие незавершенного производства. Произвольный набор сборочных единиц, выполненных в пределах допусков, обеспечивает сборку узла при методе взаимозаменяемости, при этом незавершенного производства не имеется. При селективной сборке необходим комплект сборочных единиц известных селективных групп. Для его получения требуется, как правило, иметь деталей больше, чем необходимо на одну сборку. В связи с этим становится обязательным наличие специфического сборочного задела. После окончания процесса сборки остается то или иное количество наборов, из которых нельзя составить ни одного комплекта. Эти несобираемые остатки сборочных единиц составляют незавершенное производство на селективной сборке. Поэтому такие детали должны или дожидаться следующей сборочной партии, или дорабатываться до нужных параметров для обеспечения сборочного комплекта, или составлять производственные потери.
Предпосылки работы
• При исследовании точности и объема незавершенного производства будем исходить из следующей постановки задачи. Предположим, что сборка узла (блока) А ведется с использованием двух сборочных единиц (деталей, радиоэлементов и т. п.) Вг и Л2- Узел А характеризуется выходным параметром у,
который связан с пара-
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
метрами xvи лг2 сборочных единиц Вг и Б2 соответственно через функциональную зависимость |
установленную теоретически или экспериментально. Также предполагаются известными одномерные дифференциальные законы распределения W ± (xjи Wz(л:2) параметров хг и л:2 соответственно. На выходной параметр у сборочного узла А согласно техническим условиям задан допуск Ду, определяемый верхним ув и нижним ун отклонением параметра у по выражению
|
где Wy(у) — одномерный дифференциальный закон распределения выходного параметра у собранного узла А; |
|
метрами xvи лг2 сборочных единиц Вг и Б2 соответственно через функциональную зависимость |
|
метрами xvи лг2 сборочных единиц Вг и Б2 соответственно через функциональную зависимость |
|
метрами xvи лг2 сборочных единиц Вг и Б2 соответственно через функциональную зависимость |
|
метрами xvи лг2 сборочных единиц Вг и Б2 соответственно через функциональную зависимость |
В связи с тем, что параметры хг и д;2
являются случайными,
теоретически
или экспериментально. Также предполагаются известными одномерные дифференциальные
законы распределения W ± (xjи Wz(л:2)
параметров хг и л:2 соответственно. На выходной параметр у
сборочного узла А согласно техническим
![]()
установленную условиям задан
допуск Ду, определяемый верхним ув и нижним ун отклонением параметра у по выражению
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.