


ПРОГРАММА ОПРЕДЕЛЕНИЯ ОСНОВНЫХ ПАРАМЕТРОВ И
ВЫБОРА ВАРИАНТА ШТАМПОВКИ. РАСЧЕТ ВАРИАНТА 1
SET NO DOUBLE
10 OPEN “KLIPP” FOR OUTPUT AS FILE #3
20 SET VIEWPORT 0,1,2,.625\ SET WINDOW 0,1000,0,1000\ SET CHARACTER SIZE
30 FOR I=0 TO 1\ FOR J=1 TO 6\ SET COLOR J\ SET POSITION (100,50)
40 GRAPHIC PRINT “ПРЕСС”\ NEXT J \ NEXT I
50 PRINT “ ПРОГРАММА «ПРЕСС»”
60 PRINT #3,” ПРОГРАММА «ПРЕСС»”
70 PRINT
80 PRINT #3,
90 PRINT “ ИСХОДНЫЕ ДАННЫЕ\”
100 PRINT #3,” ИСХОДНЫЕ ДАННЫЕ\”
110 PRINT
120 PRINT “КОЛИЧЕСТВО СЕЧЕНИЙ N=”;\ INPUT N
130 PRINT #3,“КОЛИЧЕСТВО СЕЧЕНИЙ N=”; N
140 PRINT \ PRINT
150 DIM X
160 DIM S (100), F (100), Q (100), H1 (100)
170 PRINT
180 PRINT “КООРДИНАТЫ СЕЧЕНИЙ X (I)”
190 PRINT #3,“КООРДИНАТЫ СЕЧЕНИЙ X (I)”
200 PRINT “ПЛОЩАДЬ СЕЧЕНИЙ Y(I)”
210 PRINT #3,“ПЛОЩАДЬ СЕЧЕНИЙ Y(I)”
220 FOR I=1 TO N
230 INPUT X (I), Y (I)
235 PRINT #3, X (I), Y (I)
240 NEXT I
250 PRINT \ PRINT
260 PRINT “ РЕЗУЛЬТАТЫ РАСЧЕТА\ ” \ PRINT \ PRINT
270 PRINT #3, “ РЕЗУЛЬТАТЫ РАСЧЕТА\ ” \ PRINT \ PRINT
280 FOR I=1 TO N
290 IF Y(I)>E THEN 310
300 GOTO 320
310 LET E=Y (I)
320 NEXT I
330 PRINT
340 PRINT “MAX ПЛОЩАДЬ СЕЧЕНИЯ ПОКОВОК
350 PRINT #3, “MAX ПЛОЩАДЬ СЕЧЕНИЯ ПОКОВОК, М КВ) E=”; E
360 FOR I=1 TO N
370 LET J=I-1
380 LET B (0)=0\ LET X (0)=0\ LET Y (0)=0
390 LET R (I)=X (I)-X (J) \ LET B (I)=B (J)+(Y (J)+Y (I))*R (I)/2
400 NEXT I
410 PRINT
420 LET B2=0
430 FOR I=1 TO N
440 IF B (I)>B2 THEN 460
450 GOTO 470
460 LET B2=B (I)
470 NEXT I
480 LET G1=.785E-05*B2\ LET P1=13.7*G1^.4
490 LET F1=2.17+1.39*G1^.2\ LET Z=F1*(-1.985+5.285*G1^(-.1)+1.28)
500 LET B2=INT (B2*100+5)/100
510 LET G2=INT (G2*100+5)/100
520 LET P2=INT (P2*100+5)/100
530 LET F2=INT (F2*100+5)/100
540 LET Z=INT (Z*10+.5)/
550 PRINT “ОБ.ЕМ ПОКОВКИ БЕЗ ОБЛОЯ (ММ КУБ) B2=”; B2
560 PRINT #3, “ОБ.ЕМ ПОКОВКИ БЕЗ ОБЛОЯ (ММ КУБ) B2=”; B2
570 PRINT “МАССА ПОКОВКИ БЕЗ ОБЛОЯ (КГ) G1=”; G1
580 PRINT #3, “МАССА ПОКОВКИ БЕЗ ОБЛОЯ (КГ) G1=”; G1
590 GOTO 960
600 PRINT “УСИЛИЕ ШТАМПОВКИ (МН) P1=”; P1
610 PRINT #3, “УСИЛИЕ ШТАМПОВКИ (МН) P1=”; P1
620 PRINT “ВЫСОТА МОСТИКА ЗАУСЕНЕЧНОЙ КАНАВКИ (ММ) F1=”; F1
630 PRINT #3, “ВЫСОТА МОСТИКА ЗАУСЕНЕЧНОЙ КАНАВКИ (ММ) F1=”; F1
640 PRINT “ШИРИНА МОСТИКА (ММ) Z=”; Z
650 PRINT #3, “ШИРИНА МОСТИКА (ММ) Z=”; Z
660 LET K=1.29*G1^.97 \ LET S1=3*Z
670 LET S1=INT (S1*100+.5)/100
680 PRINT “ПЛОЩАДЬ ПОПЕРЕЧНОГО СЕЧЕНИЯ НА СТОРОНУ (ММ КВ) S1=”; S1
690 PRINT #3, “ПЛОЩАДЬ ПОПЕРЕЧНОГО СЕЧЕНИЯ НА СТОРОНУ (ММ КВ) S1=”; S1
700 GOTO 840
710 FOR I=1 TO N
720 LET J=I-1
730 LET X (0)=0\ LET P (0)=0\ LET L1 (0)=0
740 LET P(I)=Y(I)+2*S1\ LET L1(I)=L1(J)+1.01*(P(J)+P(I))*R(I)/2
750 NEXT I
760 LET L2=0
770 FOR I=1 TO N
780 IF L1 (I)>L2 THEN 800
790 GOTO 810
800 LET L2=L1 (I)
810 NEXT I
820 LET L2=INT (L2+.5)
830 GOTO910
840 PRINT “ВЫБРАННЫЙ ВАРИАНТ: N/N “; \ INPUT K9
850 PRINT #3, “ВЫБРАННЫЙ ВАРИАНТ: N/N “;
860 IF K9=3 THEN 710
870 IF K9=2 THEN PRINT “ПРОГРАММА <ПРЕСС-ДУЭТ>”\ GOTO 620
880 IF K9=2 THEN PRINT#3, “ПРОГРАММА <ПРЕСС-ДУЭТ>”\ GOTO 620
890 IF K9=1 THEN PRINT “ПРОГРАММА <ПРЕСС-ТРИО>”\ GOTO 620
900 IF K9=1 THEN PRINT #3,“ПРОГРАММА <ПРЕСС-ТРИО>”\ GOTO 620
910 PRINT “ОБ.ЕМ ЗАГОТОВКИ (ММ КУБ) L2=”; L2
920 PRINT #3, “ОБ.ЕМ ЗАГОТОВКИ (ММ КУБ) L2=”; L2
930 PRINT “МАССА ЗАГОТОВКИ (КГ) K=”; K
940 PRINT #3,“МАССА ЗАГОТОВКИ (КГ) K=”; K
950 GOTO 1160
960 LET I=N\ LET O=-.00005*X (I)^2+.0126*X (I)+2.05)
970 LET W=(-.00003*X (I)^2+.008*X (I)+2.9)
980
990 IF G1>0 THEN 1010
1000 LET K1=1\ GOTO 1040
1010 IF G1>W THEN 1030
1020 LET K1=2\ GOTO 1040
1030 LET K1=3
1040 PRINT “ВАРИАНТ ШТАМПОВКИ/”
1050 PRINT #3, “ВАРИАНТ ШТАМПОВКИ/”
1060 IF K1=1 THEN 1080
1070 IF K1=2 THEN 1090
1080 IF K1=3 THEN 1100
1090 PRINT “МНОГОШТУЧНАЯ”\ GOTO 1150
1100 PRINT #3, “МНОГОШТУЧНАЯ”\ GOTO 1150
1110 PRINT “СПАРЕННАЯ”\ GOTO 1150
1120 PRINT #3, “СПАРЕННАЯ”\ GOTO 1150
1130 PRINT “ИЗ ЗАГОТОВКИ НА 1 ПОКОВКУ”
1140 PRINT #3, “ИЗ ЗАГОТОВКИ НА 1 ПОКОВКУ”
1150 GOTO 600
1160 LET I=N\ LET U4=1.12*SQR(L2/X(I))
1170
1180 LET U2=INT (U4+.5)
1190 LET U3=ABS (U2-U4)
1200 IF U3<.5 THEN LET U1=U2
1210 IF U3>.5 THEN LET U1=U2+1
1220 LET M1=L2 / (3.14*U1^4/4)
1230 LET A=INT (A*10^3+.5) / (10^3)
1240 LET B1=INT (B1*10^3+.5) / (10^3)
1250 LET M1=INT (M1*100+.5) / 100
1260 PRINT “ДИАМЕТР ЗАГОТОВКИ (ММ) U1=”; U1
1270 PRINT #3, “ДИАМЕТР ЗАГОТОВКИ (ММ) U1=”; U1
1280 PRINT “ДЛИНА ЗАГОТОВКИ (ММ) M1=”; M1
1290 PRINT #3, “ДЛИНА ЗАГОТОВКИ (ММ) M1=”; M1
1300 IF K>.5 THEN 1320
1310 LET Z2=.25 \ GOTO 1350
1320 IF K>1 THEN 1340
1330 LET Z2=.1 \ GOTO 1350
1340 LET Z2=.05
1350 LET L3=Z2*(12.
1360 IF A>L3 THEN 1390
1370 PRINT “ВАЛЬЦОВКА НЕ НУЖНА” \ GOTO 1410
1380 PRINT #3, “ВАЛЬЦОВКА НЕ НУЖНА” \ GOTO 1410
1390 PRINT “НЕОБХОДИМА ВАЛЬЦОВКА”
1400 PRINT #3, “НЕОБХОДИМА ВАЛЬЦОВКА”
1410 FOR I=1 TO N
1420 LET J=I-1 \ LET X (0)=0 \ LET P (0)=0 \ LET S (0)=-5 \ LET H1 (0)=0
1430 LET H1 (I)=INT (X (I) /5)
1440 IF I=N THEN 1470
1450 IF H1 (I)=0 THEN 1600
1460 IF H1 (I)>0 THEN 1480
1470 LET H=H1 (I) \ GOTO 1560
1480 LET H5=H1 (J)=1
1490 FOR H=H5 TO H1 (I)
1500 LET C=H-1
1510 LET S (H)=S (C)+5
1520 LET F (H)=((X (I)*P (J)-X (J)*P (I))+S (H)*(P (I)-P (J))) / (X (I)-X (J))
1540 LET Q (H)=1.13*SQR (F (H))
1550 GOTO 1590
1560 LET C=H-1 \ GOTO 1580
1570 LET F (H)=F (C) \ LET Q (H)=Q (C) \ GOTO 1590
1580 LET F (H)=F (C) \ LET Q (H)=Q (C) \ GOTO 1600
1590 NEXT H
1600 NEXT I
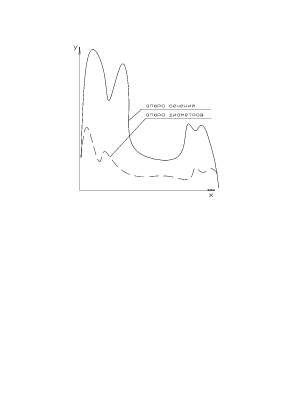
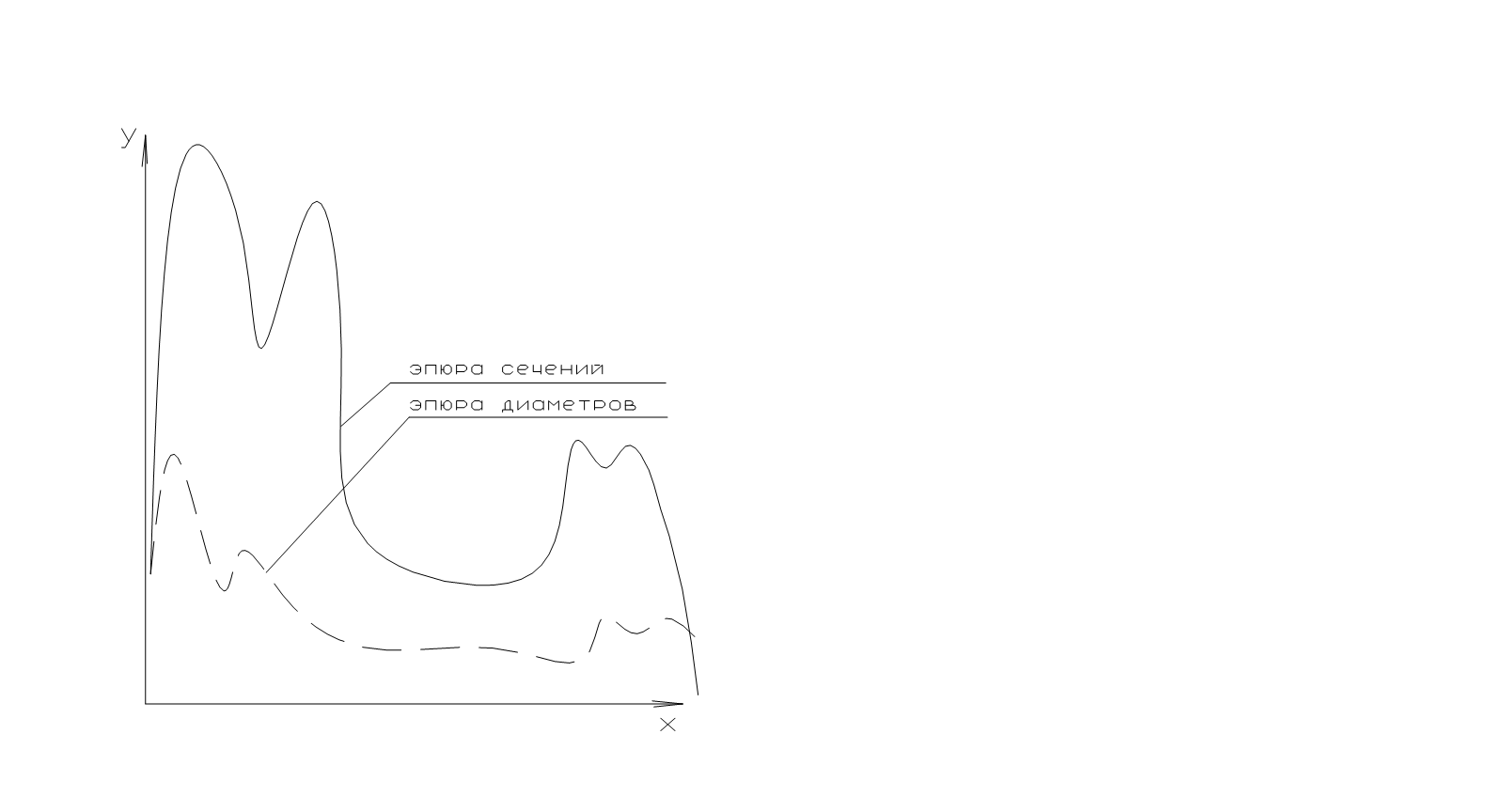
1610 PRINT “ ЭПЮРА СЕЧЕНИЙ”
1620 PRINT #3, “ ЭПЮРА СЕЧЕНИЙ”
1630 PRINT “ И ЭПЮРА ДИАМЕТРОВ”
1640 PRINT #3, “ И ЭПЮРА ДИАМЕТРОВ”
1650 LET D=0 \ LET I=N \ LET H1 (I)=INT (X (I) / 5)
1660 FOR H=1 TO H1 (I)
1670 IF F (H)>D THEN 1690
1680 GOTO 1700
1690 LET D=F (H)
1700 NEXT H
1710 PRINT “F MAX=”; D
1720 PRINT #3, “F MAX=”; D
1730 LET D9=0
1740 FOR H=1 TO H1 (I)
1760 GOTO 1780
1770 LET D9=Q (H)
1780 NEXT H
1790 PRINT “Q MAX=”; D9
1800 LET D4=D/50 \ LET D8=D9/15
1810 FOR H=1 TO H1 (I)
1820 LET D3=INT (F (H)/ D4+1.5) \ LET D5=INT (Q (H)/D8+1.5) \ PRINT “ I “;
1830 GOTO 1840
1840 FOR T=0 TO 52
1850 IF T=D5 THEN 1890
1860 IF T=D3 THEN 1910
1870 PRINT “ “;
1875 PRINT #3, “ “;
1880 GOTO 1930
1890 PRINT “$”;
1895 PRINT #3, “$”;
1900 GOTO 1930
1910 PRINT “*”;
1915 PRINT #3, “*”;
1920GOTO 1940
1930 NEXT T
1940 NEXT H
1950 END
1960 END
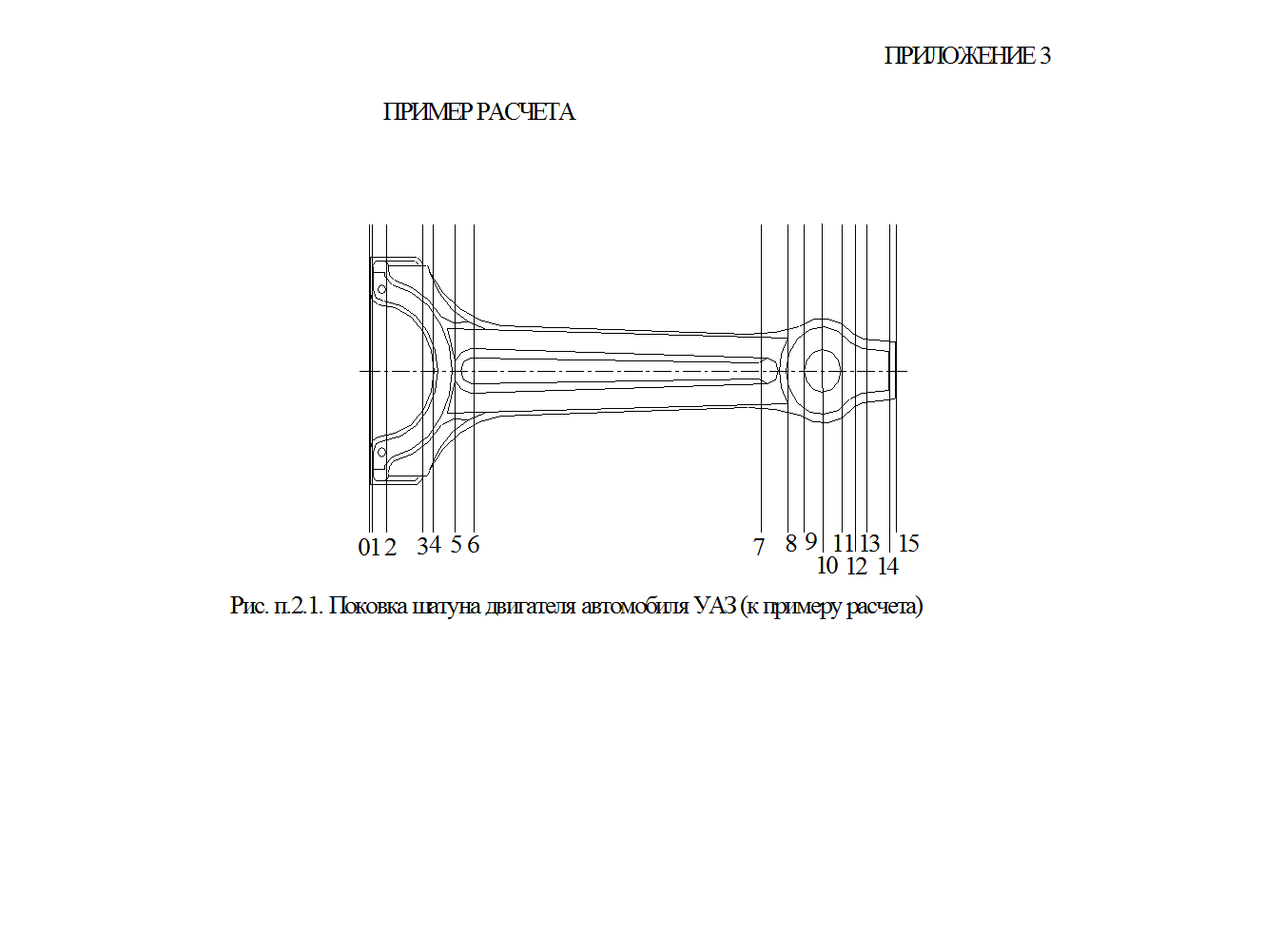
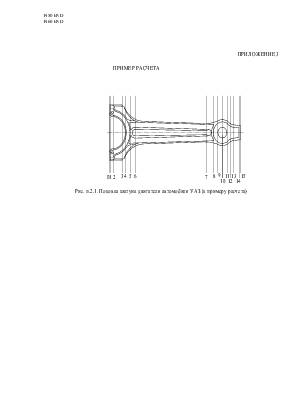
ПРИМЕР РАСЧЕТА
ПРОГРАММА «ПРЕСС»
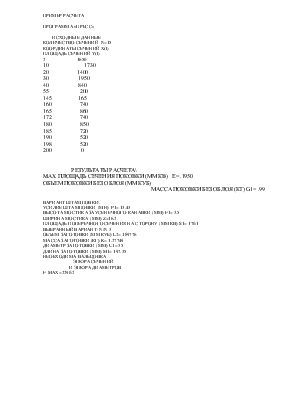
ИСХОДНЫЕ ДАННЫЕ
КОЛИЧЕСТВО СЕЧЕНИЙ N=15
КООРДИНАТЫ СЕЧЕНИЙ X(I)
ПЛОЩАДЬ СЕЧЕНИЙ Y(I)
2 1650
10 1730
20 1400
30 1950
40 840
55 200
145 165
160 740
165 860
172 740
180 850
185 720
190 520
198 520
200 0
РЕЗУЛЬТАТЫ РАСЧЕТА\
MAX ПЛОЩАДЬ СЕЧЕНИЯ ПОКОВКИ (ММ КВ) Е= .1950
ОБЪЕМ ПОКОВКИ БЕЗ ОБЛОЯ (ММ КУБ)
МАССА ПОКОВКИ БЕЗ ОБЛОЯ (КГ) G1= .99
ВАРИАНТ ШТАМПОВКИ\
УСИЛИЕ ШТАМПОВКИ (МН) P1= 13.43
ВЫСОТА МОСТИКА ЗАУСЕНЕЧНОГО КАНАВКИ (ММ) F1= 3.5
ШИРИНА МОСТИКА (ММ) Z=16.2
ПЛОЩАДЬ ПОПЕРЕЧНОГО СЕЧЕНИЯ НА СТОРОНУ (ММ КВ) S1= 170.1
ВЫБРАННЫЙ ВАРИАНТ: N/N 3
ОБЪЕМ ЗАГОТОВКИ (ММ КУБ) L2= 189776
МАССА ЗАГОТОВКИ (КГ) K= 1.27749
ДИАМЕТР ЗАГОТОВКИ (ММ) U1= 35
ДЛИНА ЗАГОТОВКИ (ММ) M1= 197.35
НЕОБХОДИМА ВАЛЬЦОВКА
ЭПЮРА СЕЧЕНИЙ
И ЭПЮРА ДИАМЕТРОВ
F MAX=2290.2
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.