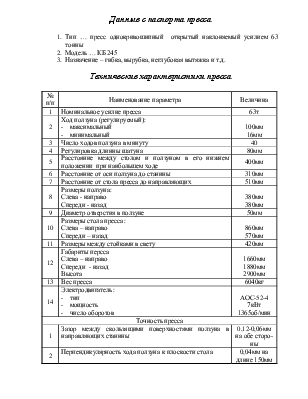
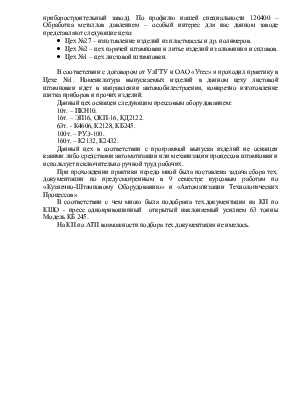
Данные с паспорта пресса
1. Тип … пресс однокривошипный открытый наклоняемый усилием 63 тонны
2. Модель … КБ 245
3. Назначение – гибка, вырубка, неглубокая вытяжка и т.д.
|
№ п/п |
Наименование параметра |
Величина |
|
1 |
Номинальное усилие пресса |
63т |
|
2 |
Ход ползуна (регулируемый): - максимальный - минимальный |
100мм 16мм |
|
3 |
Число ходов ползуна в минуту |
40 |
|
4 |
Регулировка длинны шатуна |
80мм |
|
5 |
Расстояние между столом и ползуном в его нижнем положении при наибольшем ходе |
400мм |
|
6 |
Расстояние от оси ползуна до станины |
310мм |
|
7 |
Расстояние от стола пресса до направляющих |
510мм |
|
8 |
Размеры ползуна: Слева - направо Спереди - назад |
380мм 380мм |
|
9 |
Диаметр отверстия в ползуне |
50мм |
|
10 |
Размеры стола пресса : Слева – направо Спереди – назад |
860мм 570мм |
|
11 |
Размеры между стойками в свету |
420мм |
|
12 |
Габариты персса Слева – направо Спереди - назад Высота |
1660мм 1880мм 2900мм |
|
13 |
Вес пресса |
6040кг |
|
14 |
Электродвигатель: - тип - мощность - число оборотов |
АОС-52-4 7кВт 1365об/мин |
|
Точность пресса |
||
|
1 |
Зазор между скользящими поверхностями ползуна в направляющих станины |
0,12-0,06мм на обе сторо-ны |
|
2 |
Перпендикулярность хода ползуна к плоскости стола |
0,04мм на длине 150мм |
Пресс предназначен для вырубки, гибки и неглубокой вытяжки.
Наличие С – образной, открытой станины, с регулируемым наклоном, дает возможность наиболее полно использовать межштамповое пространство пресса, а так же применять удобное удаление из штампов изделий и отходов.
Управление пресса осуществляется от одного пульта одновременным включением двух рукояток или же ножной педалью.
Пресс может работать одиночными ходами – каждому включению соответствует один ход – и автоматическими ходами, т.е. непрерывно следующими.
Для установки и проверки работы штампов предусмотрен наладочный режим включения пресса.
1. Станина
Станина пресса 1 цельнолитая чугунная, двухстоечная, с – образной формы, со стяджными болтами 2. На столе станины закреплена подштамповая плита 3 с пазами для крепления штампов.
В верхней части станины расположены буксы 5 эксцентрикового вала. Под столом пресса предусмотрено место для установки и крепления пневмоподушки.
2. Ползун
Ползун 1, цельнолитой, чугунный, с регулируемой величиной хода, перемещается в V – образных направляющих 2 . В нижней части ползуна расположены пазы, позволяющие крепить штампы, не имеющие хвостовиков. В средней части ползуна расположена планка выталкивателя 3 с регулируемыми упорами 4. Шаровая опора винта 5 шатуна 6 зажимается гайкой 7 .
Для регулировки хода ползуна необходимо вывести фиксатор 8 гайки 9 из зацепления с шайбой 10 и вращать гайку 9 снизу-вверх до упора втулки 11 в шайбу 10. При этом зубчатый венец втулки 11, скользящей по шпонке 17, эксцентрикового вала 18, выйдет из зацепления со втулкой 12.
Поворотом втулки 12 совмещаем деление лимба, соответствующее величине хода, с указателем на шайбе 13, и вращением гайки 9 сверху – вниз, втулку 11 выводят из зацепления со втулкой 12. Затем фиксируем гайку 9 фиксатором 8 в шайбе 10. Вращение гайки 9 и втулки 12 осуществляется специальными ломиками, входящих в комплект принадлежнастей.
Регулировка длины шатуна осуществляется также при помощи, того-же ломика.
3.Муфта.
Для сцепления зубчатого колеса 3 с эксцентриковым валом, служит пневмофрикционная муфта.
Наружный конец муфты 1 крепится болтами 2 к зубчатому колесу 3 и фиксируется штифтами 4. Зубчатое колесо 3 вращается на шарикоподшипниках 5 на ступице 6.
Диски 11 сцепляется зубцами с наружным венцом 1. Диски 12 сцепляются зубцами со ступицей 6.
Включение муфты осуществляется сжатым воздухом, поступающим из воздухораспределителя через ниппель 13 в полость М. Под действием сжатого воздуха, диафрагма 15 давит на поршень 16, сжимающий диск 11 и 12. Возврат поршня 16 осуществляется пружинами 17.
Регулировка зазора между дисками осуществляется вращением гайки 18, в которой при помощи секторов 20 закреплена крышка 19, связанная в свою очередь посредством штифтов 14 с поршнем 16.
Стопорение гайки 18 осуществляется фиксатором 10.
При регулировке зазора в дисках муфты необходимо завернуть гайку 18 до соприкосновения дисков, затем отвернуть на пол оборота. Для выбора зазора в резьбе гайки 18 служат винты 9.
Рабочее давление в сети муфты 3,5 – 0,5атм.
4.Тормоз ленточный
Торможение осуществляется пружиной 1, натягивающей тормозную ленту 2 вокруг шкива 3. Шкив собранный со втулкой 4 посажен на эксцентриковый вал. Растормаживание осуществляется по средствам сжатого воздуха, поступающего в полость между крышкой 5 и диафрагмой 6. Диафрагма через поршень 7 сжимает пружину – происходит растормаживание.
Усилие натяжения тормозной ленты регулируется гайкой 20. При выполнении такой регулировки, а так же при работе пресса, между буртом поршня 7 и кольцом 19 должен оставаться (при выпущенном воздухе) зазор 3-5мм. Этот зазор устанавливается гайкой 8.
На торце планшайбы 9 крепится кулачек 10, управляющий через конечный выключатель 11, работой воздухораспределителя. Регулировка кулачка 10 осуществляется поворотом его по окружности и фиксацией болтами.
При изменении хода ползуна, планшайба 9 совместно с кулачком 10 устанавливается при помощи винтов 13, в положение соответсвующее ходу ползуна Х в отсчете по шкале 14 и крепится гайками 15.
Изменение хода автоподачи осуществляется передвижением пальца 16 винтом 17 по пазу планшайбы 9. Отчёт величины хода ведется по шкале 18. Палец крепиться гайками 19.
4. Привод пресса.
Привод пресса осуществляется от электродвигателя через клиноременную передачу на маховик промежуточного вала, находящегося в зубчатом зацеплении с колесом муфты эксцентрикового вала.
Электродвигатель установлен на плите, которая шарнирно соединена со станиной. При помощи распорного винта осуществляется отклонение плиты и натяжение ремней.
5. Механизм наклона.
Станина посредством стяжного болта 4 подвешена на винте 5, который, в свою очередь, при помощи трещетки 7, может перемещаться вверх или вниз. Качение трещетки осуществляется при помощи спецломика.
Перемещение винта 5 вызывает поворот станины на осях 1, относительно стоек 2 и 3. Для изменения направления перемищения винта 5 необходимо собачку 8 трещетки повернуть на 180°.
Максимальный угол наклона станины от вертикальной оси составляет 30°. После установки станины пресса в нужном положении, болт 4 втягивается гайкой 6.
6. Воздухопровод.
Из сети сжатый воздух поступает через вентиль в водоотделитель. Давление сети контролируется манометром М1. По средством вращения винта 1 регулятора давления, устанавливаем необходимое рабочее давление в сети муфты и тормоза, контролиуемое манометром М2.
Через предохранительный клапан ПК воздух поступает в бак муфты, откуда по средством воздухораспределителя направляется в тормоз и через головку Г в муфту.
В соответствии с предусмотренной учебной программой я – Кучеров Павел Владимирович, проходил практику на ОАО «Утес» (Ульяновский приборостроительный завод). По профилю нашей специальности 120400 – Обработка металлов давлением – особый интерес для нас данном заводе представляют следующие цеха:
· Цех №27 – изготовление изделий из пластмассы и др. полимеров.
· Цех №2 – цех горячей штамповки и литье изделий из алюминия и сплавов.
· Цех №1 – цех листовой штамповки.
В соответствии с договором от УлГТУ и ОАО «Утес» я проходил практику в Цехе №1. Номенклатура выпускаемых изделий в данном цеху листовой штамповки идет в направлении автомобилестроения, конкретно изготовление шитка приборов и прочих изделий.
Данный цех оснащен следующим прессовым оборудованием:
10т. – ПКН10.
16т. – ЭП16, ОКП-16, КД2122.
63т. - К4606, К2128, КБ245.
100т. – РУЭ-100.
160т. – К2132, К2432.
Данный цех в соответствии с программой выпуска изделий не оснащен какими либо средствами автоматизации или механизации процессов штамповки и использует исключительно ручной труд рабочих.
При прохождении практики передо мной была поставлена задача сбора тех. документации по предусмотренным в 9 семестре курсовым работам по «Кузнечно-Штамповому Оборудованию» и «Автоматизации Технологических Процессов»
В соответствии с чем мною была подобрана тех.документация на КП по КШО - пресс однокривошипный открытый наклоняемый усилием 63 тонны Модель КБ 245.
На КП по АТП возможности подбора тех.документация не имелось.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.