




















































Введение
Основное направление в развитии технологических процессов характеризуется не только непрерывным появлением принципиально новых технологических процессов производства, но и непрерывной заменой уже существующих более точными, производительными и экономичными.
Практическому осуществлению широкого применения прогрессивных технологических процессов, оснастки и оборудования, средств механизации и автоматизации, соответствующих современным достижениям науки и техники, содействует система автоматической подготовки производства, обеспечивающая системный подход к оптимизации выбора методов и средств технологической и конструкторской подготовки производства. Единство структур и положений обеих подготовок предусматривает взаимосвязь их с другими функциональными подсистемами автоматизированных систем управления всех уровней с применением технических средств обработки информации. Решение этих технических задач осуществляется на базе комплексной механизации, широкого внедрения новой техники и дальнейшего роста квалификации кадров.
Одним из основных направлений в машиностроении является выбор экономических форм заготовок, то есть тех, которые дают наименьшие технические отходы. Непрерывное повышение точности заготовок и приближение их форм к формам готовых деталей резко сокращают область применения различных методов обработки резанием, ограничивая её в ряде случаев операциями окончательной обработки и сокращая тем самым отходы металла в стружку.
Другим крупным мероприятием в машиностроении является типизация технологических процессов производства, основанных на нормализации и унификации технологической оснастки, которую можно применить в различных отраслях машиностроения. Таким образом, успешное решение задач, поставленных перед промышленностью возможно лишь на основе глубокой специализации производства, повышении технического и экономического руководства.
Станки с ЧПУ – это одно из наиболее эффективных средств повышения производительности труда в условиях серийного, мелкосерийного и единичного типов производств. При их использовании сокращаются на 50-70 % сроки подготовки производства и на 50- 60 % общая продолжительность цикла обработки.
Запуск в производство изделий, отработанных на технологичность, широкое применение типовых технологических процессов, стандартизация и унификация оборудования, технологической оснастки и инструмента, автоматизация и механизация инженерно-технических и управленческих работ, а также использование, в большей степени, станков с ЧПУ - все эти факторы ведут к сокращению сроков подготовки производства, что имеет немаловажную роль в современном машиностроении.
Все вышеизложенные положения нашли отражение в разработанном мною технологическом процессе.
1 Общий раздел
1.1 Конструкция детали, анализ её технических требований и служебного назначения
1.1.1 Деталь – Корпус №1001254 изготовляется из алюминиевого сплава АЛ2 литьем. Поэтому конфигурация наружного контура не вызывает дополнительных трудностей при получении заготовки. Она приближена к контуру готовой детали.
1.1.2 Обрабатываемые поверхности детали с точки зрения точности не представляют значительных трудностей. Имеется возможность свободного доступа режущего инструмента к обрабатываемым поверхностям. В конструкции детали имеются достаточные по размерам и жёсткости базовые поверхности.
1.1.3 К детали предъявляют следующие технические требования:
- требования к отливке и состояние литейных поверхностей по ОСТ1 80020-83;
- отклонения размеров отливки по ОСТ 1 41154-86 Лт4;
- литейные уклоны 45';
- неуказанные литейные радиусы 1,5 мм;
- выход резьбы и фаски по ОСТ 1 00010-81;
- неуказанные предельные отклонения размеров: отверстий по Н13, валов по h13, прочих по IT13/2;
- покрытие: химическое оксидирование;
- допускается отсутствие покрытия на резьбовых отверстиях;
- 1)Размеры обеспечиваются инструментом.
1.1.4 Деталь играет роль корпуса, предохраняющей внутренние детали от механических повреждений и климатических воздействий. В ней находится посадочное место под установку выходного вала изделия.
1.2 Характеристика материала детали
Деталь не является тяжело нагруженной, испытывает небольшие нагрузки и не сильные вибрации, имеет сложную конфигурацию наружных поверхностей, поэтому наиболее предпочтительным материалом для данной детали является алюминии литейный АЛ2 ГОСТ 1583-93. Механические свойства приведены в таблице 1.
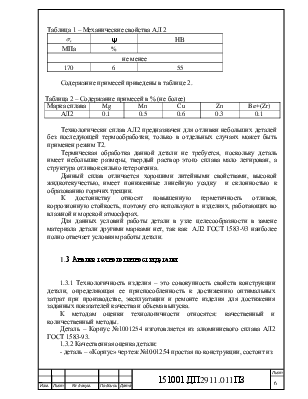
Таблица 1 – Механические свойства АЛ 2
|
|
y |
НВ |
|
МПа |
% |
|
|
не менее |
||
|
170 |
6 |
55 |
Содержание примесей приведены в таблице 2.
Таблица 2 – Содержание примесей в % (не более)
|
Марка сплава |
Mg |
Mn |
Cu |
Zn |
Be+(Zr) |
|
АЛ2 |
0.1 |
0.5 |
0.6 |
0.3 |
0.1 |
Технологически сплав АЛ2 предназначен для отливки небольших деталей без последующей термообработки, только в отдельных случаях может быть применен режим Т2.
Термическая обработка данной детали не требуется, поскольку деталь имеет небольшие размеры, твердый раствор этого сплава мало легирован, а структура отливок сильно гетерогенна.
Данный сплав отличается хорошими литейными свойствами, высокой жидкотекучестью, имеет пониженные линейную усадку и склонностью к образованию горячих трещин.
К достоинству относят повышенную герметичность отливок, коррозионную стойкость, поэтому его используют в изделиях, работающих во влажной и морской атмосферах.
Для данных условий работы детали в узле целесообразности в замене материала детали другими марками нет, так как АЛ2 ГОСТ 1583-93 наиболее полно отвечает условиям работы детали.
1.3 Анализ технологичности детали
1.3.1 Технологичность изделия – это совокупность свойств конструкции детали, определяющая ее приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте изделия для достижения заданных показателей качества и объема выпуска.
К методам оценки технологичности относятся: качественный и количественный методы.
Деталь – Корпус №1001254 изготовляется из алюминиевого сплава
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.