
















Федеральное агентство по образованию
Ульяновский государственный технический университет
Кафедра: “Материаловедение и ОМД”
Расчетно-пояснительная записка
к курсовому проекту по дисциплине
“Кузнечно-штамповочное оборудование”
Выполнил студент группы ОМд-51: Митюшкин А. А.
Проверил преподаватель: Кокорин В. Н.
Ульяновск 2008Реферат
Курсовой проект по кузнечно-штамповочному оборудованию. Модернизация кривошипного пресса КЖ2538 усилием 6,3 МН. А. А. Митюшкин – Ульяновск: УлГТУ, 2008 – 26 c, 7 рис., 4 табл., графическая часть – л.
В курсовом проекте представлен анализ и технические требования к листоштамповочному прессу усилием 6,3МН. Проведен патентный поиск, разработаны кинематическая и структурная схемы пресса, выбрана расчетная схема вала. Произведен расчет коленчатого вала, зубчатой передачи. Построены графики усилий по ползуну и усилий, допускаемых прочностью коленчатого вала и зубчатой передачи.Оглавление
Введение
В современном машиностроении до 80% всех деталей изготовляются методами обработки давлением на кузнечно-прессовом оборудовании. Детали тракторов и автомобилей, самолетов, турбин, тепловозов, телевизоров, холодильников, стиральных машин и т. д. – таков далеко не полный перечень машин, в производстве которых более половины деталей изготовляются ковкой и штамповкой. Технологические процессы штамповки применяются на металлообрабатывающих предприятиях как с массовым и крупносерийным, так и с мелкосерийным и единичным характером производства. Важнейшим элементом производственного процесса изготовления деталей методами обработки давлением являются кузнечно-прессовые машины (КПМ). В составе выпускаемого оборудования всё большее значение имеют автоматы, автоматизированные комплексы, оборудование для чистовой штамповки, а также кузнечно-прессовые машины с программным управлением.
Одна из главных задач при конструировании и изготовлении прессов состоит в повышении их надежности и долговечности. Современным машиностроением уже накоплен значительный опыт проектирования и обоснования выбора того или иного типа конструкции какого-либо узла пресса.
Важным вопросом при проектировании современных машин является выбор основных параметров. На основные параметры и размеры большинства универсальных кузнечно-штамповочных машин основные параметры выбираются на основании требований технологического процесса и опыта эксплуатации наиболее прогрессивного оборудования подобного типа. Очень важным при этом является характер изменения рабочих нагрузок на рабочем звене (бойке, ползуне, траверсе). Выбор кинематических схем машин, узлов и их конструкции в основном производят, используя рациональный опыт машиностроения и проектирования аналогичных машин.1. Исходные данные
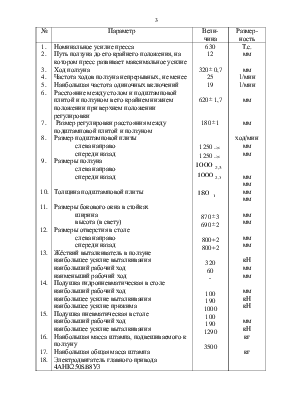
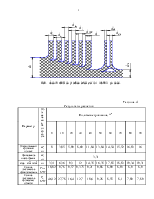
Исходные данные для проектирования.
Таблица 1.
|
№ |
Параметр |
Вели- чина |
Размер- ность |
|
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. |
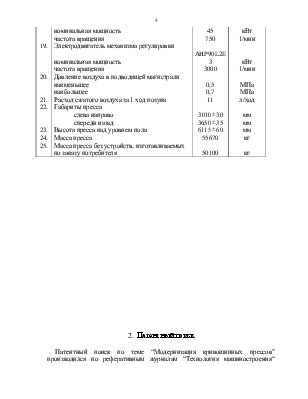
Номинальное усилие пресса Путь ползуна до его крайнего положения, на котором пресс развивает максимальное усилие Ход ползуна Частота ходов ползуна непрерывных, не менее Наибольшая частота одиночных включений Расстояние между столом и подштамповой плитой и ползуном в его крайнем нижнем положении при верхнем положении регулировки Размер регулировки расстояния между подштамповой плитой и ползуном Размер подштамповой плиты слева направо спереди назад Размеры ползуна слева направо спереди назад Толщина подштамповой плиты Размеры бокового окна в стойках ширина высота (в свету) Размеры отверстия в столе слева направо спереди назад Жёсткий выталкиватель в ползуне наибольшее усилие выталкивания наибольший рабочий ход наименьший рабочий ход Подушка гидропневматическая в столе наибольший рабочий ход наибольшее усилие выталкивания наибольшее усилие прижима Подушка пневматическая в столе наибольший рабочий ход наибольшее усилие выталкивания Наибольшая масса штампа, подвешиваемого к ползуну Наибольшая общая масса штампа Электродвигатель главного привода 4АНК250SB8У3 номинальная мощность частота вращения Электродвигатель механизма регулировки номинальная мощность частота вращения Давление воздуха в подводящей магистрали наименьшее наибольшее Расход сжатого воздуха за 1 ход позуна Габариты пресса слева направо спереди назад Высота пресса над уровнем пола Масса пресса Масса пресса без устройств, изготавливаемых по заказу потребителя |
630 12 320 25 19 620 180 1250 1250
870 690 800+2 800+2 320 60 - 100 190 1000 100 190 1290 3500 45 750 АHP90L2E 3 3000 0,5 0,7 11 3100 3650 6115 55670 50100 |
Т.с. мм мм 1/мин 1/мин мм мм ход/мин мм мм мм мм мм мм мм мм мм мм кН мм мм мм кН кН мм кН кг кг кВт 1/мин кВт 1/мин МПа МПа л/ход мм мм мм кг кг |
2. Патентный поиск
Патентный поиск по теме “Модернизация кривошипных прессов” производился по реферативным журналам “Технология машиностроения“ раздел 14В, “Технология и оборудование кузнечно-штамповочного производства”.
Рассмотрены описания следующих изобретений:
1. Демпфирование динамических нагрузок в кривошипно-шатунных механизмах / С.В. Величкович, В.М. Шопа, И.И. Попадюк // Машиностроитель. 1989. - №31. – с.31. – Рус.
Предложен способ снижения экстремальных динамических нагрузок, действующих на все элементы кровошипно-шатунного механизма. Это можно существенно снизить, сделав крепление поршня упругим. Это защищает механизм от перегрузок, а также достигается плавность хода.
Поршень с пальцевым креплением состоит из корпуса с отверстиями для размещения в них пружин и распорных колец, которые установлены на поршневом пальце, расположенном на шатуне. Кольца фиксируются стопорными кольцами. В пружинном и распорном кольцах выполнены клиновые поверхности.
Усилие на корпус поршня передается на палец. Фрикционное взаимодействие пружинного и распорного колец происходит по клиновым поверхностям. При этом пружинное кольцо деформируется, а проскальзывание с трением контактных поверхностей обеспечивает гистерезисное рассеяние энергии. В результате демпфируются экстремальные динамические нагрузки.
Вывод по патентному поиску:
Из рассмотренных изобретений позволяющих модернизировать пресс, предпочтительным является устройство демпфирование динамических нагрузок в кривошипно-шатунных механизмах, устройство способ снижения экстремальных динамических нагрузок, которое может быть использовано на существующих машинах при минимальных изменениях в конструкции.3. Разработка структурной и кинематической схем пресса
3.1. Структурная схема пресса
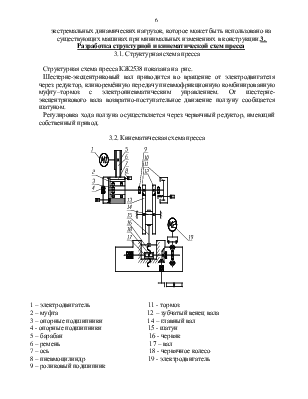
Структурная схема пресса КЖ2538 показана на рис.
Шестерне-эксцентриковый вал приводится во вращение от электродвигателя через редуктор, клиноремённую передачу пневмофрикционную комбинированную муфту–тормоз с электропневматическим управлением. От шестерне-эксцентрикового вала возвратно-поступательное движение ползуну сообщается шатуном.
Регулировка хода ползуна осуществляется через червячный редуктор, имеющий собственный привод.
3.2. Кинематическая схема пресса
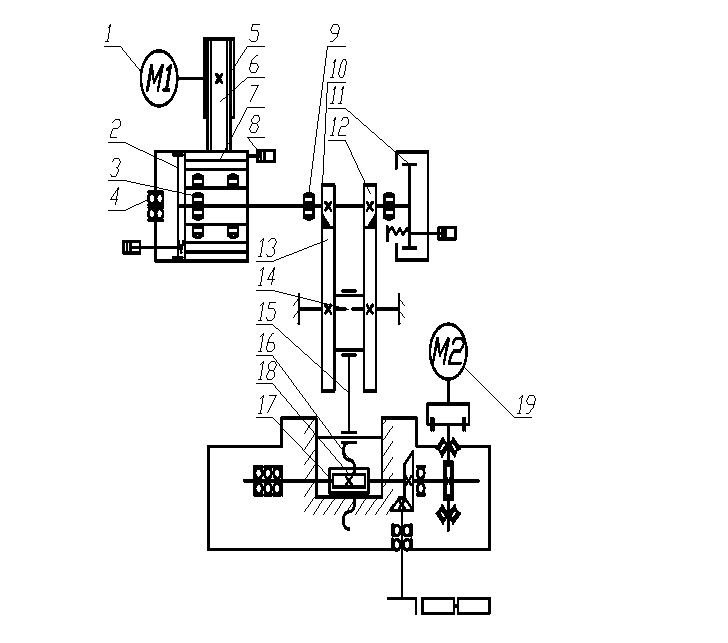
1 – электродвигатель 11 - тормоз
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.