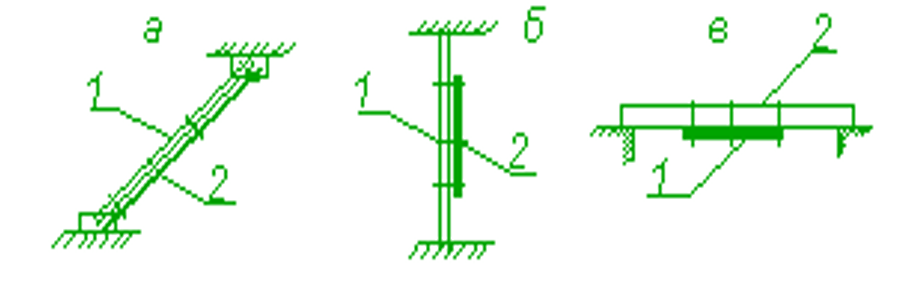
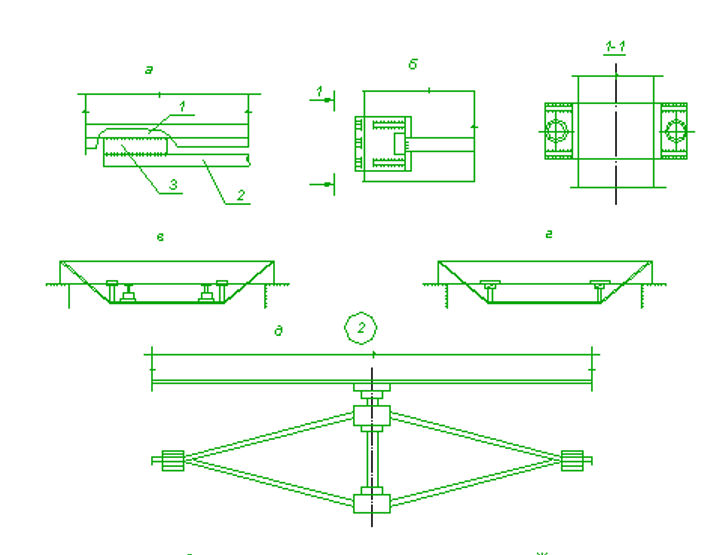
Примеры рационального размещения усиливающих элементов: а – изгиб; б – центральное растяжение; в – внецентренное растяжение; г – центральное сжатие; д – внецентренное сжатие
Усиление изменением конструктивной схемы
-
Требования к усилению элементов изменением конструктивной схемы:
-
Учитывать перераспределение усилий и обеспечивать несущую способность смежных конструкций;
-
Учитывать дополнительные усилия и напряжения при повышении статической неопределимости конструкций от температурных и др. воздействий;
-
Обеспечивать сохранность и местную устойчивость элементов усиливаемой конструкции
-
Предусматривать в конструктивных решениях элементов и узлов возможность компенсации несовпадения размеров существующих и новых конструкций
-
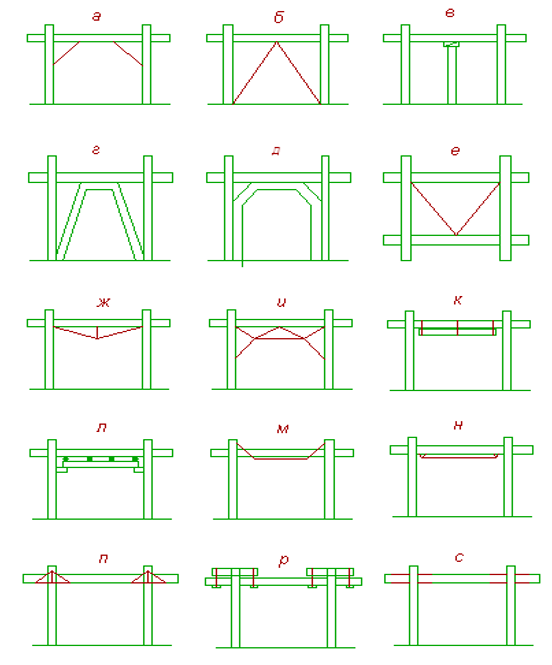
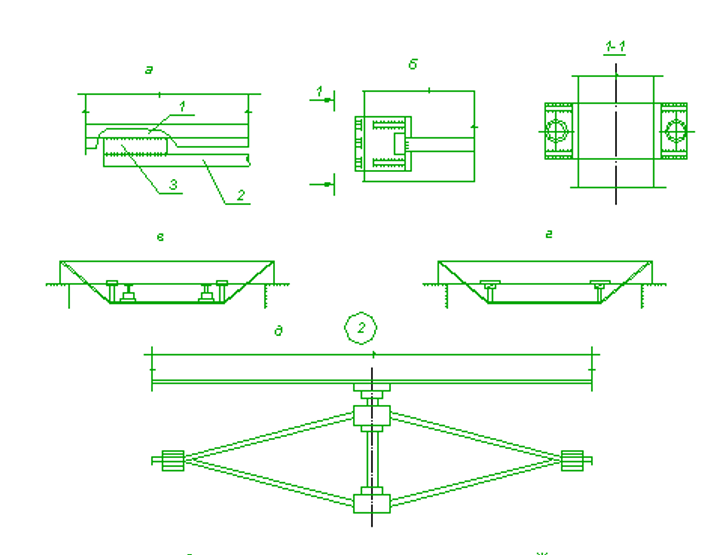
Схемы усиления изгибаемых элементов изменением конструктивной схемы
-
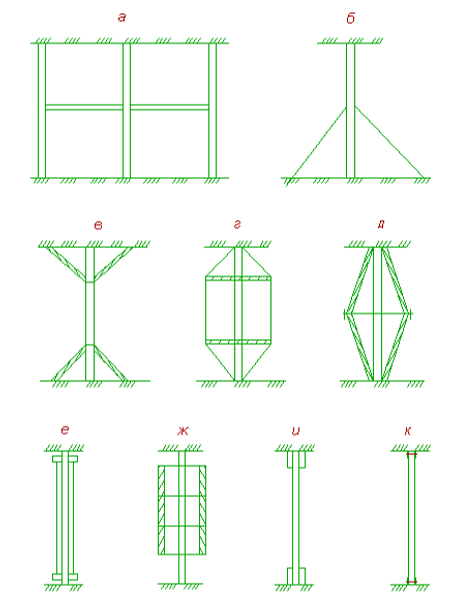
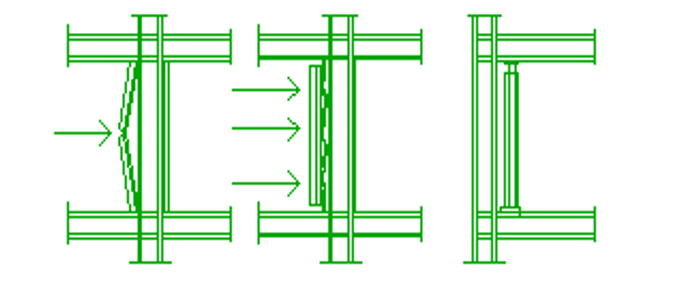
Схемы усиления сжатых стоек изменением конструктивной схемы
Усиление регулированием напряжений
-
Методы создания ПН:
-
Электротермический – нагрев электрическим током при температуре 300-350 град. С;
-
Механический – напряжение винтовыми приспособлениями и домкратами:
-
Стягиванием и оттягиванием с продольным усилием;
-
Стягиванием и оттягиванием с поперечным усилием.
Методы регулирования напряжений в изгибаемых элементах
Методы регулирования напряжений в изгибаемых элементах
Методы регулирования напряжений в сжатых элементах
Усиление металлических конструкций
Крепление с помощью сварки
-
Достоинства
-
Простота;
-
Технологичность;
-
Незначительный объема дополнительного металла;
-
Эффективное включение усиливающего элемента в работу конструкции.
-
Недостатки:
-
в процессе сварки снижается несущая способность элемента;
-
при остывании получаются сварочные деформации или остаточные напряжения.
-
Степень снижения несущей способности и величина остаточных деформаций зависят от
-
режима сварки (вида и силы тока, диаметра электрода, скорости сварки и т.п.);
-
толщины и ширины элемента;
-
последовательности наложения швов.
-
Для продольных швов при нагреве снижение прочности находится в пределах до 15 %, для поперечных швов может достигать 40 %. Поэтому наложение швов поперек элемента при усилении его под нагрузкой запрещается. В растянутых элементах не допускаются поперечные швы в любом случае.
-
Усиление под нагрузкой при усилении с применением сварки производят:
-
в статически определимых конструкциях при σ ≤O.8 Rу
-
в статически неопределимых конструкциях, при σ ≤ 0.6Rу.
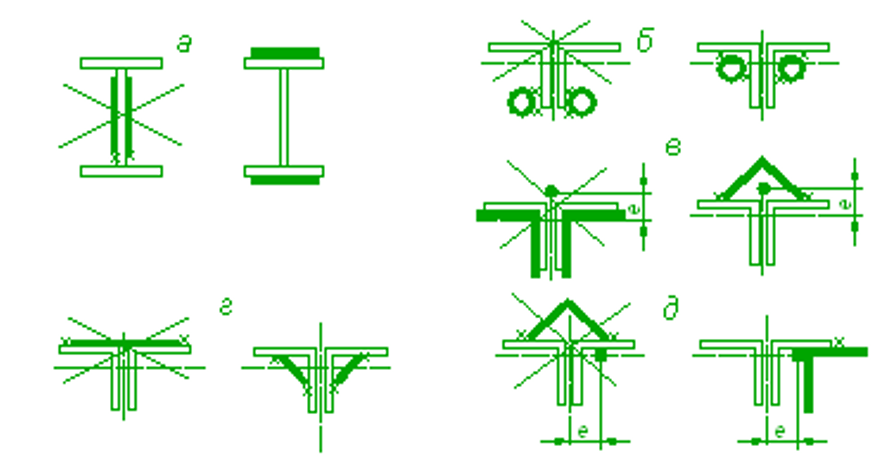
Порядок выполнения сварки при усилении
-
присоединение (прижатие) элементов усиления по всей длине к усиливаемой конструкции с помощью струбцин, стяжек или иных устройств. Возникающие при этом силы трения обеспечивают совместную работу элементов при наложении сварочных прихваток:
-
приварка элементов усиления на сварочных прихватках, это обеспечивает включение элементов усиления в совместную работу на изгиб при малом разогреве основного стержня, повышает несущую способность стержня в процессе усиления и способствует значительному уменьшению сварочных деформаций. Сварочные прихватки воспринимают незначительные сдвигающие усилия, возникающие вследствие приращения прогибов стержня при наложении в последующем связующих швов. Их размещают в местах paсположения швов (для шпоночных швов) с шагом 300...500 мм и длиной 20...30 мм;
-
сварка концевых участков, включающая в работу элементы усиления усиливаемого по всей длине, в определенной степени снижающая сварочные деформации;
-
наложение связующих швов, обеспечивающих совместную работу усиливаемого стержня и элементов усиления.
-
Свариваемость стали оценивается по углеродному эквиваленту, который вычисляется
-
Сэ= С + Мn/6 + Сr/5 + V/5 + Мо/4 + Ni/15 + Сu/13 + Р/2.
-
где С – углерод, Мn – марганец, Сr – хром, V – водород, Ni - никель, Мо – молибден, Сu - медь, Р - фосфор – содержание химических элементов в %.
-
При Сэ ≤ 0,42 сталь имеет удовлетворительную свариваемость;
-
При Сэ > 0,42 требуется назначать специальные режимы сварки, гарантирующие качество сварного соединения.