2 РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
2.1 Анализ технических требований, предъявленных к детали.
Рекомендации по их обеспечению и контролю
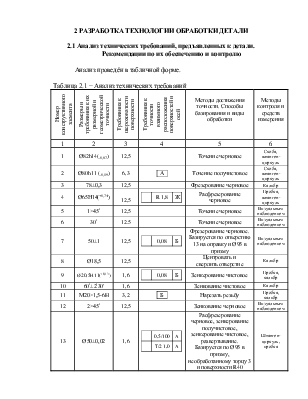
Анализ проведён в табличной форме.
Таблица 2.1 − Анализ технических требований
|
Номер конструктивного элемента |
Размеры и требования к их размерной и геометрической точности |
Требования к шероховатости поверхности |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности. Способы базирования и виды обработки |
Методы контроля и средств измерения |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
||||||
|
1 |
Ø82h14(-0,87) |
12,5 |
− |
Точение черновое |
Скоба, штанген-циркуль |
||||||
|
2 |
Ø80h11 (-0,19) |
6,3 |
|
Точение получистовое |
Скоба, штанген-циркуль |
||||||
|
3 |
78±0,3 |
12,5 |
− |
Фрезерование черновое |
Калибр |
||||||
|
4 |
Ø65Н14(+0,74) |
12,5 |
|
Расфрезерование черновое |
Пробка, штанген-циркуль |
||||||
|
5 |
1×45º |
12,5 |
− |
Точение черновое |
Визуальным наблюдением |
||||||
|
6 |
30º |
12.5 |
− |
Точение черновое |
Визуальным наблюдением |
||||||
|
7 |
50±1 |
12,5 |
|
Фрезерование черновое. Базируется по отверстию 13 на оправку и Ø95 в призму |
Визуальным наблюдением |
||||||
|
8 |
Ø18,5 |
12,5 |
− |
Центровать и сверлить отверстие |
Калибр |
||||||
|
9 |
Ø20,5Н11(+0,13) |
1,6 |
|
Зенкерование чистовое |
Пробка, калибр |
||||||
|
10 |
60º±2º30' |
1,6 |
− |
Зенкование чистовое |
Калибр |
||||||
|
11 |
M20×1,5-6H |
3,2 |
|
Нарезать резьбу |
Пробка, калибр |
||||||
|
12 |
2×45º |
12,5 |
− |
Зенкование черновое |
Визуальным наблюдением |
||||||
|
13 |
Ø50±0,02 |
1,6 |
|
Расфрезерование черновое, зенкерование получистовое, зенкерование чистовое, развертывание. Базируется по Ø95 в призму, необработанному торцу 3 и поверхности R40 |
Штанген- циркуль, пробка |
продолжение таблицы 2.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
14 |
Ø14Н14(+0,43) |
12.5 |
− |
Центровать и сверлить отверстие |
Пробка, калибр |
|
15 |
Ø3Н14(+0,25) |
12,5 |
− |
Центровать и сверлить 2 отверстия |
Шаблон |
2.2 Выбор вида и обоснование метода получения заготовки
2.2.1 Описание метода получения заготовки
Заготовка - поковка. Изготавливается на заводе «Гомсельмаш» в кузнечном цехе. Анализ существующего способа получения заготовки для детали Крышка 105.072.24.016 Б с учётом конфигурации детали показал, что для получения заготовки целесообразно применить штамповку.
Процесс изготовления поковки выглядит следующим образом. Пруток отрезается на пресс ножницах и по роликовому конвейеру подается в печь, где она нагревается до температуры t = 550±500С.
Затем заготовка подается на объемную штамповку на молоте М213 (3т.).
После штамповки образуется облой, который обрезается на обрезном прессе К9538 (4т.).
Заготовка после обрезки подается на агрегат нормализационный, где происходит отжиг нормализационный при температуре t = 830-8700С.
После отжига заготовка искривляется, поэтому необходимо произвести правку и прошить отверстие на молоте М2140 (1т.).
Затем заготовка подается на очистку в дробеметный барабан.
Затем заготовку зачищают на обдирочно-шлифовальном станке 3М630.
После зачистки готовую поковку подают на склад.
2.2.2 Определение припусков и допусков по стандартам.
Расчёт размеров заготовки, коэффициента использования материала
Группа стали - М1
Степень сложности - С3
Класс точности - Т5
Исходный индекс - 14
по ГОСТ 7505-84
Таблица 2.2−Назначение допусков и припусков на поковку
|
Номинальный размер детали, мм |
Шероховатость обрабатываемой поверхности, Ra, мкм |
Допуск на заготовку с указанием предельных отклонений, мм |
Основной припуск, мм |
Смещение поверхности разъема штампов, мм |
Расчетный припуск, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Ø50±0,02 |
1,6 |
2,8+1,8 |
2,0 |
0,7 |
2,7 |
|
Ø82h14(-0,87) |
12,5 |
2,8+1,8 |
2,0 |
0,7 |
2,7 |
|
78±0,3 |
12,5 |
2,8+1,8 |
1,7 |
- |
1,7 |
|
50±1 |
12,5 |
2,8+1,8 |
1,7 |
0,7 |
2,4 |
Таблица 2.3−Расчёт размеров заготовки
|
Размер, выдержи-ваемый при обработке заданной поверх-ности детали, мм |
Допуск на размер детали, мм |
Шерохова-тость обрабаты-ваемой поверх-ности, Ra, мм |
Допуск на размеры заготовки, мм |
Расчётный припуск, Z, мм |
Размер заготовки (расчёт), мм |
Исполнительный размер заготовки с допуском, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Ø50±0,02 |
0,04 |
1,6 |
2,8+1,8 |
2,7 |
50-(2,7×2)=44,6 |
42,07+1,8 − по аналитическому расчёту припусков |
|
Ø82h14(-0,87) |
0,87 |
12,5 |
2,8+1,8 |
2,7 |
82+(2,7×2)=87,4 |
87,4+1,8 − по табличному расчёту припусков |
|
78±0,3 |
0,6 |
12,5 |
2,8+1,8 |
1,7 |
78+1,7=79,7 |
79,7+1,8 |
|
50±1 |
2 |
12,5 |
2,8+1,8 |
2,4 |
50+2,4=52,4 |
52,4+1,8 − по табличному расчёту припусков |
Расчёт размеров и массы заготовки, коэффициента использования материала
mз=mд+mотх.м.о., кг (2.1)
где mд−масса детали, кг;
mотх.м.о−масса отходов механической обработки, кг;
mотх.м.о=Vотх.×ρ,кг (2.2)
где ρ−плотность материала заготовки, кг/мм3;
Vотх.−суммарный объём удаляемого в процессе механической обработки материала, т. е. объём припусков, мм3.
Vотх.= V1+V2+V3+V4+V5+V6+V7+V8+V9, мм3 (2.3)
V=![]() (2.4)
(2.4)
![]()
V1=![]() мм3
мм3
V2=![]() мм3
мм3
V3=![]() мм3
мм3
V4=![]() мм3
мм3
V5=![]() мм3
мм3
V6=![]() мм3
мм3
V7=![]() мм3
мм3
V8=![]() мм3
мм3
V9=![]() мм3
мм3
Vотх.=22044+49749+11604+12805+1286+14450+20990+ +1769+720=135417 мм3
mотх.мех.обр. = 135417×7,2×10-6=0,6 кг
mз=1,9+0,6=2,5 кг
mотх.з.=![]() кг
кг
Нрасх.=2,5+0,375=2,875 кг
КИМ=![]() кг
кг
КИМТП = КИМпр.
Коэффициент использования материала в базовом ТП и в проектном варианте одинаковые. В дальнейших заготовках принята заготовка: поковка.
2.3 Разработка проектного технологического процесса
2.3.1 Анализ базового технологического процесса и составление
последовательности обработки для проектируемого техпроцесса
Последовательность обработки детали в базовом технологическом процессе:
010 Комплексная с ЧПУ (станок модели ИР320ПМФ4):
Установ А
1 Расфрезеровать отверстие 13;
2 Зенкеровать отверстие 13;
3 Зенкеровать отверстие 13;
4 Зенковать фаску 12;
5 Развернуть отверстие 13;
Установ Б
1Фрезеровать торец 3;
2 Фрезеровать поверхность 7;
3 Центровать отверстие 8;
4 Сверлить отверстие 8;
5 Зенкеровать отверстие 9;
6 Зенковать фаску 10;
7 Нарезать резьбу 11;
8 Расфрезеровать отверстие 4;
9 Точить поверхность 1 и фаску 6;
10 Точить поверхность 2 и фаску 5;
11 Центровать отверстие 14;
12 Сверлить отверстие 14.
13 Центровать 2 отверстия 15;
14 Сверлить 2 отверстия 15.
С целью уменьшения времени обработки следует заменить инструмент на операциях где применялись зенкеры и зенковки на расточные резцы, а развертку на раскатку.
2.3.2 Выбор и обоснование технологических баз
В качестве черновой базы для установа А операции выбраны наружные поверхности Ø95, R40 и торец 3: торец 3 лишает деталь 3-х степеней свободы; поверхность Ø95 лишает деталь 2-х степеней свободы; поверхность R40 при зажиме − одной степени свободы. На данном установе обрабатывается отверстие 13.
На установе Б в качестве чистовых баз применяют обработанное на предыдущей операции отверстие 13 и поверхность Ø95. Отверстие 13 лишает деталь 4-х - степеней свободы; поверхность Ø95 в призме - 5-я степень свободы; поверхность Ø95 при зажиме - 6-я степень свободы. На данном установе обрабатываются торец, все оставшиеся отверстия и поверхности.
2.3.3 Выбор оборудования и технологической оснастки
Данные по выбранному оборудованию заносятся в таблицу 2.4
Таблица 2.4 − Выбор оборудования
|
Номер и наименование операции |
Код и модель станка |
Наименование станка |
Стоимость станка |
Паспортные данные |
||||
|
Габаритные размеры, мм |
Характерис-тика привода |
Мощность, кВт |
Ряд частот, мин-1 |
Ряд подач, мм/об |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
010 Компле-ксная с ЧПУ |
ИР320ПМФ4 |
Специальный многоцелевой |
486089226 |
длина 3990 ширина 2300 высота 2507 |
б/с |
7,2 |
21,2… 3800 |
б/с |
2.4 Разработка операционного технологического процесса
2.4.1 Определение межоперационных припусков и операционных размеров
Расчёт припусков представлен в табличной форме.
Таблица 2.6 −Определение последовательности обработки детали
|
Последовательность механической обработки отверстия Ø50±0,02 |
Точность обработки |
Способ базирования детали в приспособлении |
Расчёт погрешности установки,Eу, мм |
|
|
Квалитет с допуском, мм |
Шероховатость, Ra, мм |
|||
|
1 |
2 |
3 |
4 |
5 |
|
1. Расфрезерование черновое |
Н13 |
12,5 |
Базирование по необработанным поверхностям в приспособление |
Eб=0; Eз=0,18 мм; Eу=√Eб2+Eз2= =0,18 мм |
|
2. Растачивание получистовое |
Н9 |
6,3 |
Деталь обрабатывается без переустановки, смена инструмента |
Eу=Eинд= =0,05 мм |
|
3. Растачивание чистовое |
Н7 |
1,6 |
Деталь обрабатывается без переустановки, смена инструмента | |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.