
































отверстие К 1 1/4'' служит для установки заливной пробки с сапуном для вентиляции картера коробки.
- восемь отверстий М14-6Н и три отверстия М12-6Н служат для установки и закрепления корпуса гидромотора. Основные требования: для отверстий М12-6Н допуск соосности не более 0,15 мм относительно базы И.
- девять отверстий М10-6Н и три отверстия М12-6Н служат для установки и закрепления сквозных и глухих крышек, которые служат для защиты от проникновения внутрь картера грязи и пыли. Основные требования: допуск соосности не более 0,15 мм относительно отверстий, возле которых они расположены.
Таблица 1.1 – Механические свойства СЧ20 по ГОСТ 1412-85
|
Марка чугуна |
Временное сопротивление на разрыв δВ, МПа |
Временное сопротивление на изгиб, δИ, МПа |
Относительное удлинение, f∙600/300, мм |
Временное сопротивление на сжатие, δСЖ, МПа |
Твердость по Брин-нелю,НВ |
|
СЧ20 |
200 |
280 |
6/2 |
500 |
143-229 |
Таблица 1.2- Химические свойства СЧ20 по ГОСТ 1412-85
|
Марка чугуна |
Химический состав, % |
||||||
|
Углерод |
Кремний |
Марганец |
Не более |
||||
|
Фосфор |
Сера |
Хром |
Никель |
||||
|
СЧ20 |
3,3-3,6 |
2,2-2,5 |
0,6-1,0 |
0,4 |
0,15 |
0,15 |
0,5 |
1.2 Определение типа производства и его характеристика
Тип производства определяется по коэффициенту закрепления операций (Кз.о.). Предварительно на основе типового технологического процесса его можно определить по формуле:
![]() ,
(1.1)
,
(1.1)
где Fд. – действительный годовой фонд работы оборудования, ч;
Fд. =4029 ч; [4, с 22, табл.2.1];
N -годовой обьем выпуска детали, шт; N = 1100 шт;
Tшт.ср- среднее штучное или штучно-калькуляционное время, мин;
Kу- коэффициент ужесточения заводских норм; Ку = 0,7
Таблица 1.1 – Анализ операций механической обработки детали
|
Номер операции |
Код и наименование операции |
Модель станка |
Категория ремонтной сложности |
Тшт |
|
1 |
2 |
3 |
4 |
5 |
|
020 |
4234 Фрезерная с ЧПУ |
ГФ3171 |
34 |
7,92 |
|
030 |
Комплексная на обрабатывающем центре с ЦПУ |
ИС800ПМФ4 |
34 |
95,79 |
|
050 |
Комплексная на обрабатывающем центре с ЦПУ |
ИС800ПМФ4 |
34 |
168 |
|
Итого |
271,71 |
|||
![]()
![]() (1.2)
(1.2)
![]()
Крупносерийное производство характеризуется запуском изделий в производство крупными партиями в определённый период времени. Для крупносерийного производства характерна унификация технологии при которой для групп однородных по конструкции и технологии признаком деталей устанавливаются однотипные прогрессивные методы обработки и использования быстропереналаживаемого оборудования и оснастки.
Величина производственной партии:
![]() ,
(1.3)
,
(1.3)
где a – число дней, на которые необходимо иметь запас деталей.
а =2…5 дней – для крупных деталей;
a =3…15 дней – для средних деталей;
a =10…30 дней – для мелких деталей.
Для данной детали, а =5 дням.
Фр.д. – число рабочих дней в году;
Фр.д.=365-(104+8) =253 дня.
![]() шт.
шт.
Недостатком базового технологического процесса обработки является использование агрегатных и специальных алмазно-расточных не переналаживаемых станков.
Заготовкой служит отливка в разовые песчаные формы, которая может быть применена и в мелкосерийном производстве.
1.3 Анализ детали на технологичность
1 Качественный анализ на технологичность.
Деталь – 3518020-46170 изготавливается из серого чугуна СЧ-20 ГОСТ 1412-85. Заготовка получается методом литья в песчаные формы с применением стержней для получения отверстий, поэтому конфигурация наружного контура не вызывает больших трудностей при получении заготовки.
С точки зрения механической обработки особых трудностей деталь не представляет. Деталь достаточно технологична, довольно проста по конструкции, допускает применение высокопроизводительного технологического оборудования и высокотехнических режимов обработки с применением стандартного и унифицированного инструмента.
Конструктивная форма детали, и простановка размеров дают возможность совмещения конструкторских, технологических и измерительных баз при выполнении механических и контрольных операций. Требования к точности и шероховатости соответствуют служебному назначению детали и не представляют технологических трудностей.
Технологичность заготовки характеризуется возможностью её получения наиболее рациональным для производственных условий способом.
Окончательное решение о рациональности способа получения заготовки можно принять лишь после расчёта себестоимости детали по сравниваемым вариантам.
2 Количественный анализ на технологичность заключается в расчете коэффициента унификации конструктивных элементов (КУ) и коэффициента использования материала (КИМ).
Для расчета Ку следует провести обработку элементов детали на унифицированность.
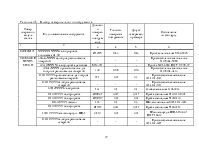
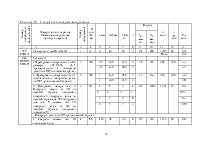
Таблица 1.3 – Отработка элементов детали на унифицированность
|
Номер элемента |
Выдерживаемые размеры |
Стандарт на элемент |
|
1,6 |
403±0,315 |
— |
|
3 |
Ø17Н9+0,043 |
ГОСТ 6636-69 |
|
4 |
К |
ГОСТ 6211-69 |
|
5, 9, 12, 14, 16, 16а, 18, 24 |
1,6х45о |
ГОСТ 10948-64 |
|
7 |
Ø14+0,73 |
ГОСТ 6636-69 |
|
8 |
Ø12Н8+0,027 |
ГОСТ 6636-69 |
|
10 |
Ø8,7+0,20 |
ГОСТ 6636-69 |
|
11 |
М10-6Н |
ГОСТ 8724-81 |
|
13 |
Ø15Н14+0,43 |
ГОСТ 6636-69 |
|
15 |
М14-6Н |
ГОСТ 8724-81 |
|
17, 17а |
М12-6Н |
ГОСТ 8724-81 |
|
19 |
К 1 |
ГОСТ 6211-69 |
|
20 |
Ø150Н7+0,04 |
ГОСТ 6636-69 |
|
21 |
Ø100Н7±0,017 |
ГОСТ 6636-69 |
|
22 |
Ø22Н14+0,52 |
ГОСТ 6636-69 |
|
23 |
М10-6Н |
ГОСТ 8724-81 |
|
25, 25а |
460±0,8 |
ГОСТ 6636-69 |
|
26 |
Ø12,43+0,22 |
- |
|
27 |
Ø12Н8 ∆1:50 |
ГОСТ 6636-69, ГОСТ 8908-81 |
|
28,29 |
261±0,2 |
ГОСТ 6636-69 |
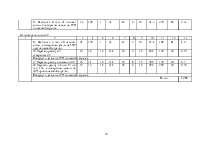
![]() ,
(1.4)
,
(1.4)
где: QУ.Э. - число конструктивных элементов детали, которые выполнены по стандартам;
Qу.э.= 39
QОбщ. - число всех конструктивных элементов детали;
Qобщ.= 50
![]() >0.6
>0.6
Деталь считается технологичной.
Коэффициент использования материала:
![]() ,
(1.5)
,
(1.5)
где: mД – масса детали, кг; mД = 55,27кг;
НРАСХ. – норма расхода материала, кг;
НРАСХ.= 60,01 кг. (1.6)
![]()
Деталь технологична с точки зрения коэффициента использования материала, так как КИМ=0,91>0,75.
2 РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
Базовый технологический процесс имеет следующую последовательность обработки поверхностей:
Операция 010 – Сборка
Операция 020 – Фрезерная на станке с ЧПУ ГФ2171
1 Сверлить 2 отверстия Ø11Н14
2 Зенкеровать 2 отверстия ∆1:50
3 Развернуть отверстия окончательно Ø12Н8
Операция 030 – Сборка
Операция 040 - Комплексная на обрабатывающем центре ИС800ПМФ4
1 Фрезеровать плоскости 1, 6 предварительно с поворотом детали, выдержав размеры 25,5±1, 404±0,315.
2 Фрезеровать плоскости 1, 6 в размер окончательно.
3 Сверлить два отверстия 2
4 Сверлить развернуть два отверстия 3
5 Сверлить восемь отверстий 10 до Ø8.43(+0,22)
6 Сверлить два отверстия 8 до Ø11Н14(+0,43)
7 Зенковать восемь фасок 12 в отверстиях 10, две фаски 7 в отверстиях 8
8 Зенкеровать два отверстия 8 до Ø11,8Н9(+0,043)
9
Развернуть два отверстия 8 до Ø12U![]() )
)
10 Развернуть два отверстия 8 окончательно
11 Сверлить отверстия 4, 19 до Ø23Н14(+0,52) с поворотом стола
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.